

Источники тепла при сварке.
Нагрев при контактной сварке является ведущим процессом в формировании температурного поля и создания соединения. Общее количество тепла Q, выделяемого в процессе сварки между электродами, благодаря сопротивлению электрическому току соответственно закона Джоуля – Ленца, определяется как
Q
Рисунок
2 – Кинетика изменения электрического
сопротивления при точечной сварке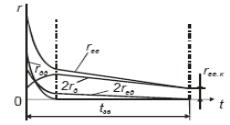
где I –ток, проходящий через детали; U – напряжение источника питания; ree – сопротивление столбика метала деталей между электродами; tсв – время прохождения сварочного тока через свариваемые детали.
В целом сопротивление зоны сварки от одного электрода к другому можно разделить таким образом:
r = rед1+rд1+rд1д2+rд2+rед2,
где rед1, rед2 - переходное сопротивление от электрода к детали; rд1, rд2 - сопротивление столбика свариваемых деталей; rд1д2 - переходное сопротивление от одной детали к другой.
Следует отметить, что основная тепловая энергия выделяется (кроме микросварки) на сопротивлениях rд1, rд2 (рис. 2), для случая сварки двух одинаковых деталей 2rед.
Переходное контактное сопротивление rд1д2 существенно влияет на процесс сварки и зависит от многих факторов, в том числе и от физических свойств метала, состояния поверхности деталей в месте их контакта, давления на электродах и их формы. Одним из условий получения качественного сварочного соединения есть стабильная подготовка поверхности деталей. Для уменьшения rед1, rед2 электроды или зажимы изготовляют из металлов, которые хорошо проводят электрический ток. При соответственной подготовке поверхности электродов и деталей и правильном подборе режима сварки переходные сопротивления на теплообразование влияют мало (в зависимости от толщины материала и силы сжатия, потери Q для контактной точечной и шовной сварки – 3…7%, для стыковой сварки сопротивлением – 10…15%).
Для металлов rе обычно небольшое (единицы-десятки микроом), время tсв также нельзя выбирать большим из-за возможности получения равновесного состояния по тепловложению. Вследствие этого для выделения достаточного количества энергии при контактной сварке необходимо применять значительные токи I.
Электроконтактная сварка осуществляется при плавлении металла в условиях давления. Самыми важными процессами сварки, которые обеспечивают прочность сварного соединения, являются: плавление и последующая кристаллизация металла; сжатие металла при нагревании и охлаждении (плавлении, кристаллизации и рекристаллизации); нагрев и охлаждение металла в зоне термического влияния (ЗТВ).
Все три процесса взаимосвязаны. Первые два в основном определяют форму, размер, структуру и свойства металла шва, а третий – структуру и свойства металла ЗТВ. Режим нагрева и сжатия зависит от физико-химических свойств свариваемого металла. Объем зоны нагрева и расплавления определяется мгновенным температурным полем, которое является функцией полей электрического тока и теплоотдачи.
Одновременно с выделением тепла в свариваемых деталях происходит отведение тепла в электроды или зажимы, которые изготовляются из материала высокой теплопроводности и охлаждаются водой. Поэтому больше всего нагревается середина столбика металла, где он может расплавиться.