

23. Место термической обработки и химико-термической обработки в технологическом процессе изготовления детали.
Место термической и химико-термической обработки.
Целью термической обработки является:
1.устранение внутренних напряжений в материале детали
2.улучшение обрабатываемости материала резанием
3.повышение физико-механических свойств материала в соответствие с требованием чертежа
По правилам заготовки, поступающие на первую механическую операцию, получается методом горячей обработки. На первых механических операциях удаляется наибольший объем материала, всё это ведет к появлению внутренних напряжений, которые могут изменить размер, влияют на точность взаимного расположения поверхностей, поэтому после черновой обработки необходимо выполнить термическую обработку с целью снятия внутренних напряжений.
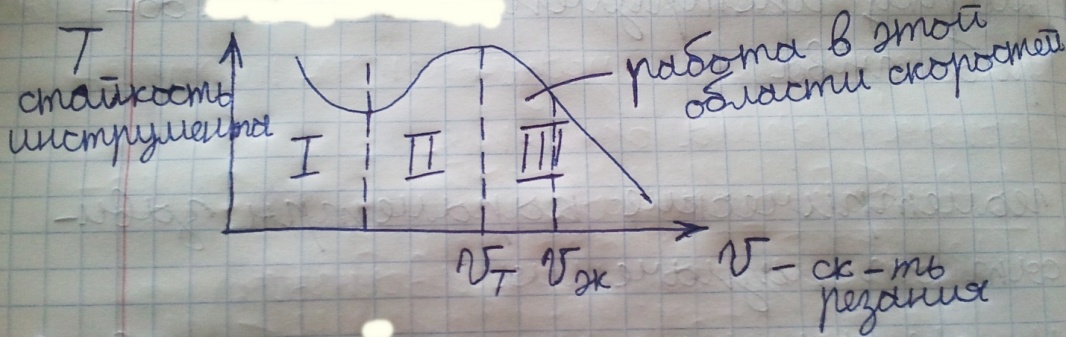
Структура материала, его физико-механические свойства влияют на показатели обрабатываемости резанием (на силу резания, на температуру в зоне резания, на характер стружкообразования, на шероховатость), поэтому с целью улучшения этих показателей по ходу технологического процесса необходимо включать операции термообработки. Определяем место термической обработки по ходу технологического процесса необходимо учитывать, что удовлетворительно материал обрабатывается лезвийным инструментов до твердости 40 единиц HRC. Материал, имеющий большую твердость после термообработки должен повергаться обработке (шлифованию, полированию, доводке).
24. Методика разработки операций технологического процесса.
Разработка операций технологического процесса
Результатом этой стадии являются операционные карты, состоящие из карты эскизов и текстовой части технологической документации. На карте эскизов должен быть приведен эскиз выполняемой операции, указаны обрабатываемые поверхности, технологические базы, операционные размеры (с указанием допусков), шероховатость обрабатываемой поверхности, точность взаимного расположения поверхностей (параллельность, перпендикулярность, радиальность…)
В процессе разработки операций приводится операционная карта, на которой указывается конкретно модель станка, необходимые приспособления для выполнения операции, режущий и вспомогательный инструмент, указываются все переходы при выполнении операции (начиная с установки и закрепления заготовки и заканчивая снятием детали), кроме того приводятся все необходимые режимы для выполнения переходов и указывается техническая норма времени, в качестве которой может быть Тшт, либо Тшт-коллкуляционная.
1)Выбор станков
Выбирая оборудование необходимо учитывать следующие моменты:
1.1соответствие размеров рабочей зоны станка габаритам обрабатываемой детали
1.2возможность обеспечения требуемой точности обработки (чем выше точность, тем станок дороже)
1.3соответствие мощности, жесткости и кинематических возможностей станка условиям обеспечения выбранных режимов обработки
1.4соответствие производительности станка заданной программе выпуска
2.Выбор приспособлений
Выпускаемое оборудование не предназначено для обработки конкретной детали, оно бывает широкоуниверсальным или универсальным.
3.Выбор инструментов
Выбирая режущий инструмент необходимо ориентироваться на инструмент стандартный как наиболее дешевый. В случае невозможности выполнения операции стандартным инструментом, тогда применяют инструмент нормальный или специальный. Выбору подлежит инструмент мерительный или контрольный.
Выбирая инструмент необходимо учитывать конфигурацию и геометрию обрабатываемой поверхности, марку инструментального и обрабатываемого материалов, требуемую стойкость инструмента. Геометрические параметры зависят от назначения инструмента и от физико-механических свойств обрабатываемого материала.
4.Выбор смазочно-охлаждающих средств (жидкостей)
5.Выбор элементов режимов резания
Элементы режима резания выбираются в следующей последовательности с учетом обстоятельств:
5.1глубина
резания t
выбирают исходя из величины операционного
припуска. Желательно, чтобы t![]() Zоп.max
(мм) и каждый переход выполнялся за один
проход
Zоп.max
(мм) и каждый переход выполнялся за один
проход
5.2подача S (мм/об, мм/зуб, мм/мин) зависит от шероховатости обрабатываемой поверхности. Чем меньше высота неровностей, тем меньше величина подачи.
to
= ![]() *i,
l=t+x+y,
гдеi
– число проходов
*i,
l=t+x+y,
гдеi
– число проходов
скорость резания
 (м/мин). Тмин – стойкость = 60 мин
(м/мин). Тмин – стойкость = 60 мин
ni – число оборотов
n2
= ![]()
n3
= ![]()
ni=![]() *ni-1
*ni-1
n
= ![]()
6.Расчет технической нормы времени