

39. Методы обработки зубчатых колес.
По точности изготовления зубчатые колеса делятся на 12 степеней. Точность с которой обрабатываются зубчатые колеса очень высокая. Для колес среднего класса точности при модуле 2-4: толщина зуба 0,06 мм., шаг 0,03-0,008 мм., концентричность 0,06 мм. Обработка зубьев разделяется на черновую и чистовую и выполняется на зуборезных станках. Существует 2 метода обработки – метод копирования и метод обкатки. При копировании профиль – инструмента такой же как профиль впадины между зубьями колеса. Метод обкатки отличается большей точностью, возможностью использования одного и того же инструмента для обработки колес с разным числом зубьев. Одним из методов копирования является метод нарезания зуборезными фрезами. Нарезание происходит фасонной дисковой или концевой фрезой с помощью универсальной делительной головки. Зубофрезерование осуществляется методом обкатки червячными фрезами, является наиболее распространенным способом нарезания цилиндрических колес наружного зацепления с прямыми и косыми зубьями. Нарезание долбяком. Инструмент представляет собой режущее колесо с эвольвентными зубьями. Операции выполняются на зубодолбежных станках, работающих методом обкатки.

40. Выбор технологических баз, особенности простановки операционных размеров.
Базами наз-ся поверхности, линии или точки относительно которых задано, удерживается или контролируется положения сборочной единицы, деталей или ее элемента или положение рассматриваемого объекта.
Базы технологические:
Исходные базы (ИБ)
Установочные (УБ), выборочное, настроечные
Измерительные базы
Технологическая база – поверхность, линия или точка, относительно к-ой задана с помощью размеров и выдерживается при выполнении технологической операции положение объектов.
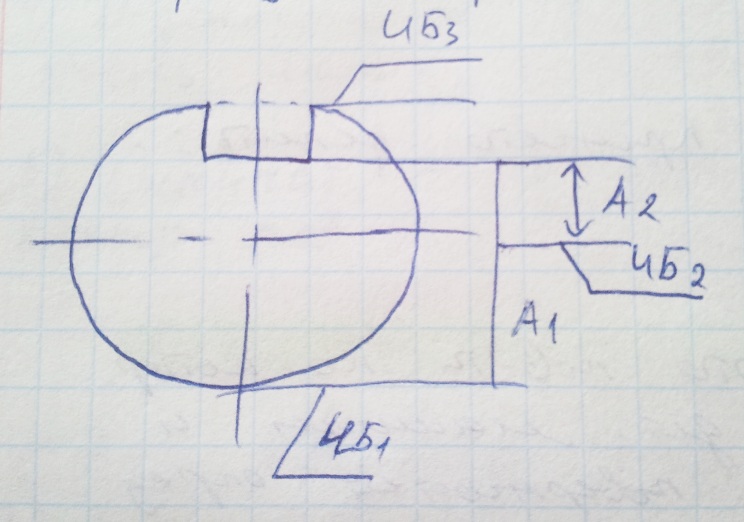
ИБ - поверхность, линия или точка, относительно к-ой в операционных картах координируется положение объекта.
Рис.3
УБ – поверхности или их образующие, относительно к-ых достигается определённость положения объекта при реализации операций технолог-ого процесса. Например, при токарной обработке
Рис.4
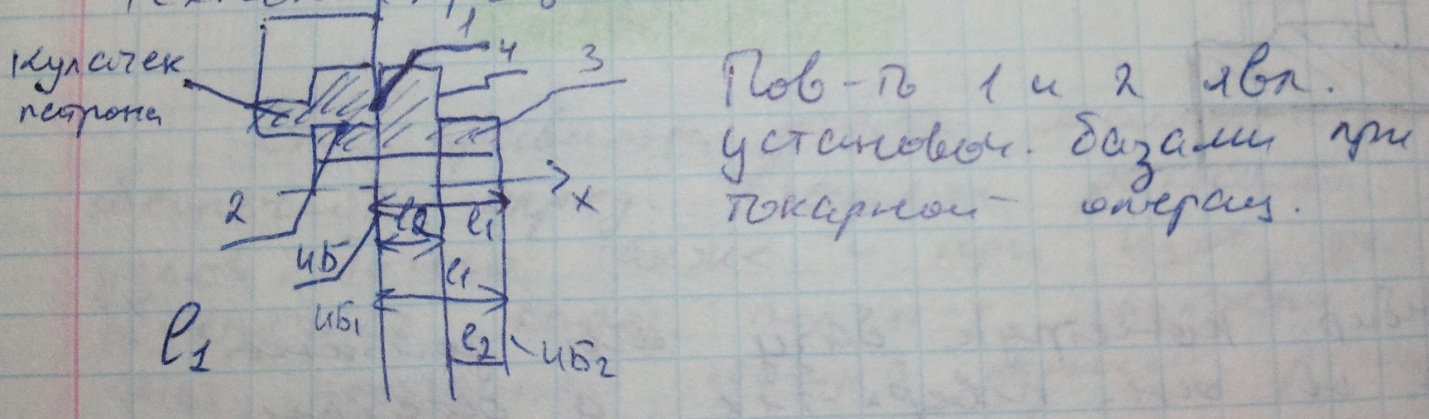
Поверхность 1 и 2 явл. установочными базами при выполнении токарной операции. Поверхность 1 в направлении оси Х, 2 – в направлении оси Z.
ИБ 1 - это поверхность, полученная при выполнении предыдущей операции. ИБ 2, ИБ 3 и т.д. на данной операции – это поверхности, к-ые получены при выполнении предыдущего перехода.
Измерительная база – поверхность, используемая при выполнении операции контроля, относительно к-ых контролируется или измеряется положение рассматриваемого объекта.
Принцип постоянства баз. Каждая смена баз всегда сопровождается появлением добавочных погрешностей на требуемых относительных поворотах поверхностей детали и связывающих их размерах. Для получения наиболее высокой точности размеров следует, по возможности избегать смены баз. Для этого необходимо стремиться к тому, чтобы по возможности, все поверхности детали обработать и измерить от одних и тех же технологических без, или, другими словами, использовать принцип постоянства баз.