

37. Проектирование операций технологического процесса. Связь между чертежом детали и последовательностью обработки.
Разработка операций технологического процесса
Результатом этой стадии являются операционные карты, состоящие из карты эскизов и текстовой части технологической документации. На карте эскизов должен быть приведен эскиз выполняемой операции, указаны обрабатываемые поверхности, технологические базы, операционные размеры (с указанием допусков), шероховатость обрабатываемой поверхности, точность взаимного расположения поверхностей (параллельность, перпендикулярность, радиальность…)
В процессе разработки операций приводится операционная карта, на которой указывается конкретно модель станка, необходимые приспособления для выполнения операции, режущий и вспомогательный инструмент, указываются все переходы при выполнении операции (начиная с установки и закрепления заготовки и заканчивая снятием детали), кроме того приводятся все необходимые режимы для выполнения переходов и указывается техническая норма времени, в качестве которой может быть Тшт, либо Тшт-коллкуляционная.
Выбор станков
Выбирая оборудование необходимо учитывать следующие моменты:
соответствие размеров рабочей зоны станка габаритам обрабатываемой детали
возможность обеспечения требуемой точности обработки (чем выше точность, тем станок дороже)
соответствие мощности, жесткости и кинематических возможностей станка условиям обеспечения выбранных режимов обработки
соответствие производительности станка заданной программе выпуска
Выбор приспособлений
Выпускаемое оборудование не предназначено для обработки конкретной детали, оно бывает широкоуниверсальным или универсальным.
Выбор инструментов
Выбирая режущий инструмент необходимо ориентироваться на инструмент стандартный как наиболее дешевый. В случае невозможности выполнения операции стандартным инструментом, тогда применяют инструмент нормальный или специальный. Выбору подлежит инструмент мерительный или контрольный.
Выбирая инструмент необходимо учитывать конфигурацию и геометрию обрабатываемой поверхности, марку инструментального и обрабатываемого материалов, требуемую стойкость инструмента. Геометрические параметры зависят от назначения инструмента и от физико-механических свойств обрабатываемого материала.
Выбор смазочно-охлаждающих средств (жидкостей)
Выбор элементов режимов резания
Элементы режима резания выбираются в следующей последовательности с учетом обстоятельств:
глубина резания t выбирают исходя из величины операционного припуска. Желательно, чтобы t
 Zоп.max
(мм) и каждый переход выполнялся за
один проход
Zоп.max
(мм) и каждый переход выполнялся за
один проходподача S (мм/об, мм/зуб, мм/мин) зависит от шероховатости обрабатываемой поверхности. Чем меньше высота неровностей, тем меньше величина подачи.
to
=
 *i,
l=t+x+y,
где i
– число проходов
*i,
l=t+x+y,
где i
– число проходов
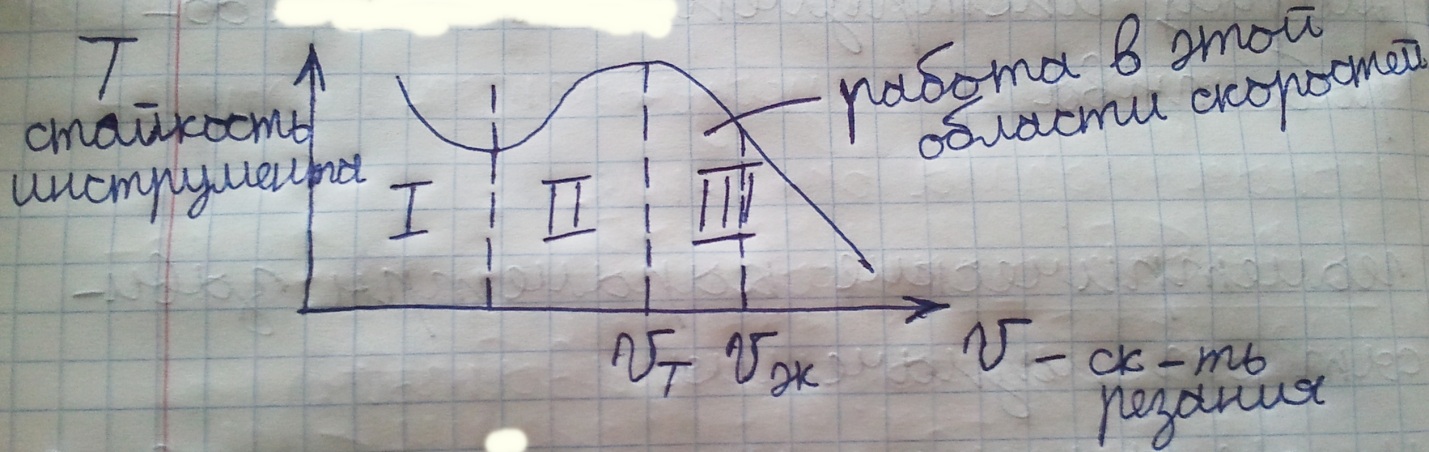
скорость резания
 (м/мин). Тмин – стойкость = 60 мин
(м/мин). Тмин – стойкость = 60 мин

ni – число оборотов
n2
=

n3
=

ni
=
 *ni-1
*ni-1
n
=


Расчет технической нормы времени
Разработка технологического процесса изготовления любой детали должна начинаться с глубокого изучения ее служебного назначения (СН) и критического анализа технических требований и норм точности, заданных чертежом. Деталь является элементарной частью сборочной единицы. Поэтому, приступая к формулировке ее СН, необходимо изучить чертеж и СН сборочной единицы, в которую входит данная деталь.
Рабочий чертеж детали и технические условия должны быть тщательно проработаны конструктором на технологичность, под которой следует понимать возможность изготовления детали с наименьшей себестоимостью в установленные сроки без снижения характеристик качества. Рабочий чертеж является основным документом для контроля приемки готовой детали, поэтому на основе него разрабатываются условия испытания детали. На рабочем чертеже должны быть указаны материал детали, допуски на размеры, точность взаимного расположения поверхностей, шероховатость. В технических условиях на рабочем чертеже указываются группы контроля деталей, термическая обработка, необходимая твердость и другие условия. Технолог, разрабатывая технологический процесс, должен отчетливо представлять работу условия детали.