

29. Размерный анализ технологического процесса. Исходные данные для проведения размерного анализа.
РАЗМЕРНЫЙ АНАЛИЗ И РАЗМЕРНЫЕ ЦЕПИ
Общие сведения о размерном анализе. Основные определения.
Расчёты допусков на размеры деталей посадок (вал - отверстия) относительно просты. Они позволяют решать многие задачи теории точности и взаимозаменяемости в технике. Однако на практике в машинах и механизмах, приборах и других технических устройствах взаимное расположение осей и поверхностей деталей, соединяемых в изделиях, зависит от большего числа (три и более) сопрягаемых размеров. Одним из средств определения оптимальных допусков на все конструктивно и (или) функционально связанные размеры в изделии является размерный анализ, который выполняется на основании расчётов размерных цепей. Взаимосвязь размеров и их допустимых отклонений, регламентирующая расположение поверхностей, и осей как одной детали, так и нескольких деталей, в узле или изделий, называется размерной связью деталей [3, 4, 7, 10, 11].
Размерной цепью называют совокупность размеров, образующих замкнутый контур, и непосредственно участвующих в решении поставленной задачи. (ГОСТ 16319-80)
С помощью расчётов размерных цепей и размерного анализа решаются следующие задачи:
устанавливаются ответственные размеры и параметры деталей и узлов, оказывающие влияние на эксплуатационные показатели машины, прибора;
уточняются номинальные размеры и их предельные отклонения;
рассчитываются и (или) уточняются нормы точности на машины, приборы и их узлы и детали;
обосновываются технологические и измерительные базы;
проводятся метрологические расчёты, определяющие допустимые величины погрешностей (базирования деталей при измерении измерительных средств и методов измерения);
выбираются измерительные средства для контрольных операций в процессах изготовления, испытания, контроля качества изделий, деталей и др.
Задачи размерного анализа решаются на основе теории размерных цепей. Расчёт размерных цепей является необходимым этапом конструирования машин и приборов.
Основные признаки размерной цепи:
в размерную цепь могут входить только те размеры, которые, будучи функционально и (или) конструкторски связанными, позволяют решить конструкторские, технологические, измерительные или другие, выше названные задачи;
размеры, входящие в размерную цепь всегда должны образовывать замкнутый контур.
Размеры, входящие в размерную цепь, называются звеньями.
Звено размерной цепи, являющееся исходным при постановке задачи (например, при конструировании), или получающееся последним в результате решения поставленной задачи (например, технологическая), называется замыкающим.
Замыкающее звено в размерной цепи всегда одно. Остальные звенья размерной цепи (любое число (2 или более)) называются составляющими. Составляющие звенья бывает увеличивающие и уменьшающие.
Увеличивающим называют составляющее звено, с увеличением которого увеличивается замыкающее звено.
Уменьшающим называют составляющее звено, с увеличением которого уменьшается замыкающее звено.
Звенья размерной цепи на схеме обозначают прописной (заглавной) буквой с порядковыми цифровыми индексами (1,2,..,n) для составных звеньев и треугольным индексом (А) для замыкающего звена.
Например, размерная цепь А,
А^ ... Аа.
Для выделения увеличивающих и уменьшающих составляющих звеньев их помечают стрелкой, размещаемой над буквой:
стрелка направленная вправо для увеличивающих звеньев A1, A2;
стрелка направленная влево для уменьшающих звеньев: B1, B2.
При построении схемы размерной цепи анализируется чертёж изделия
(например, чертёж детали (рисунок 3.1, а); изделия в сборке (рисунок 3.1, б)).
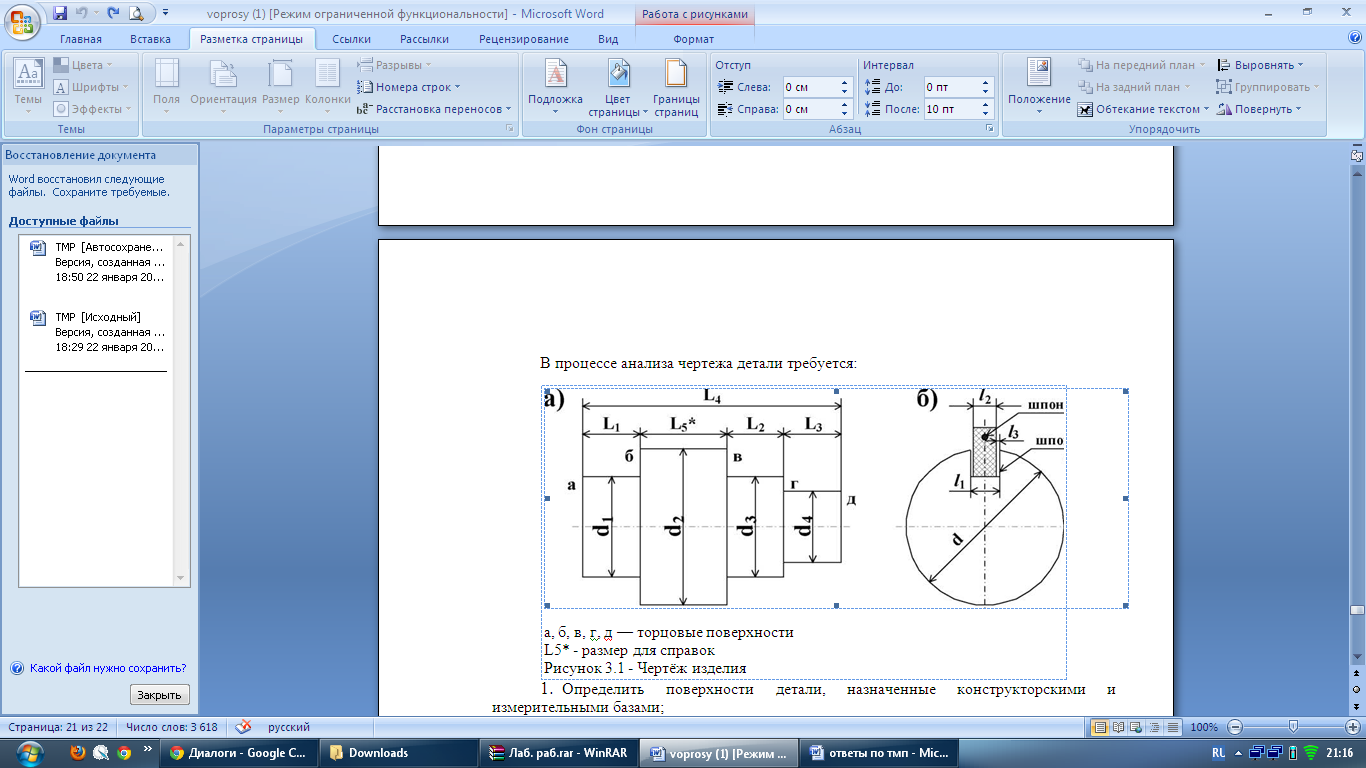
Определить поверхности детали, назначенные конструкторскими и измерительными базами;
Установить размеры детали, которые могут быть измерены прямыми измерениями непосредственно от конструкторской базы;
Установить размеры детали, для оценки точности которых потребуется построение и расчёт размерных цепей, при этом конструкторская база сохраняется;
Установить размеры детали, для оценки точности которых, целесообразно назначить новую базовую поверхность (не совпадающую с конструкторской базой). Из этих размеров требуется выделить размеры, которые могут быть измерены прямыми измерениями от новой базы, и размеры, для оценки точности которых потребуется построения и расчёты размерных цепей.
Суть размерного анализа спроектированного технологического про-цесса состоит в решении обратных задач для технологических размерных цепей. Размерный анализ позволяет оценить качество технологического процесса, в частности, определить, будет ли он обеспечивать выполнение конструкторских размеров, непосредственно не выдерживаемых при обра-ботке заготовки, найти предельные значения припусков на обработку и оценить их достаточность для обеспечения требуемого качества поверхно-стного слоя обрабатываемых поверхностей и (или) возможность удаления припусков без перегрузки режущего инструмента. Исходными данными для размерного анализа являются чертеж дета-ли, чертеж исходной заготовки и технологический процесс изготовления детали.