

4. Конвейерная агломерационная машина
На рис. 6. приведена принципиальная схема агломерационной конвейерной машины. Главной частью машины является конвейер, состоящий из отдельных тележек 1 с колосниковой решеткой. Тележки движутся по замкнутым направляющим путям. На верхнем и нижнем путях тележки движутся плотно прижатыми друг к другу, образуя рабочую и холостую ветви. Движение тележек по рабочей ветке осуществляется за счет их подъема с холостой ветви и проталкивания приводными звездочками 7.
В начале рабочей ветки конвейера на движущиеся тележки укладывается питателем 2 постель (подстилочный материал), состоящая из крупных кусков шихты и затем основная шихта питателем 3 (одним или двумя) слоем 150—500 мм. Слой постели толщиной 30—50 мм предохраняет колосники тележек от перегрева и уменьшает просыпь шихты через щели колосниковой решетки.
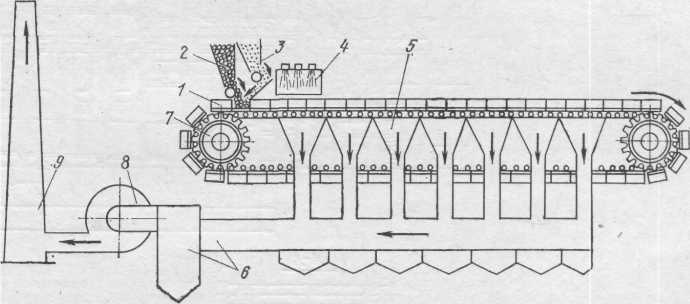
Рис 6. Схема установки для спекания шихты на агломерационной конвейерной машине
Для зажигания входящего в шихту твердого топлива (коксика) установлен горн 4, работающий на газе или мазуте. Под слоем шихты в вакуум-камерах 5 создается разрежение, благодаря чему продукты сгорания проходят через шихту, зажигая частицы твердого топлива. Газы через вакуум-камеры, газовые тракты и пылеуловители 6 отводят в дымовую трубу 9. Необходимое для этого разрежение 10—25 кПа создается нагнетателем (эксгаустером) 8.
Полученный агломерат после разгрузки с машины подвергают дроблению и сортировке по крупности (грохочению).
5. Охладители агломерата
С агломерационной машины пирог агломерата сходит со средней температурой 500—600 °С, а нижняя его часть, лежащая на колосниках, с температурой около 1200 °С. Агломерат после дробления охлаждают до температуры ниже 100 °С, что улучшает условия работы оборудования и обслуживающего персонала, позволяет транспортировать его на ленточных конвейерах.
Для охлаждения агломерата применяют прямолинейные, кольцевые и чашевые охладители (рис. 7). Охлаждение осуществляют путем продувания или прососа воздуха через слой агломерата.
Прямолинейный охладитель (рис. 7, а) представляет собой пластинчатый конвейер 1 с колосниковым полотном. Под разгрузочным концом охладителя расположены грохоты 2 для рассева агломерата. Недостатком прямолинейных охладителей является наличие холостой ветви 3 и, в связи с этим, низкое использование площади колосникового полотна для охлаждения (< 50 %).
Кольцевой охладитель (рис. 7, 6) имеет вращающийся в горизонтальной плоскости кольцевой желоб 4 с колосниковым днищем 5, состоящим из отдельных секций. Разгрузка охлажденного агломерата осуществляется поворотом секций днища. В охладителях этого типа площадь колосникового полотна почти полностью используется для охлаждения агломерата. Недостатком охладителей являются значительные размеры диаметра кольцевого желоба, что усложняет компоновку фабрик, состоящих из нескольких рядом расположенных агломерационных лент.
Чашевые охладители имеют вращающийся кольцевой бункер 6. Охлаждающий воздух просасывается или продувается в радиальном направлении через жалюзийные стенки 7 бункера. Чашевые охладители при одинаковой производительности имеют меньший размер по диаметру, чем кольцевые.
По конструкции бункера чашевых охладителей разделяются на два типа: с секционным бункером (рис. 7, в) и кольцевым (рис. 7, г).
Рис. 7. Охладители агломерата
Секционный бункер на всю высоту разделен вертикальными перегородками на несколько секций. При вращении охладителя секции бункера последовательно заполняются сверху горячим агломератом и после поворота охладителя перегружаются через откидные днища 8.
В охладителе с кольцевым чашевым бункером радиальных перегородок нет. Агломерат под углом естественного откоса высыпается на вращающуюся тарель 9, с которой сбрасывается разгрузочным ножом 10.
Значительное распространение получили прямолинейные охладители агломерата (рис. 8). Горячий агломерат, сходящий с агломашины 1, пройдя дробилку 2 и грохот 3, попадает в питатель 4, которым агломерат подается на охладитель, представляющий собой конвейер 5 с движущимся полотном, состоящим из двух бесконечных цепей и прикрепленных к их звеньям, колосниковых решеток. Под рабочей ветвью полотна расположены дутьевые камеры. Воздух продувают через слой агломерата, лежащего на решетках, и отводят через трубы 6. Конвейер закрыт кожухом 7. Охлажденный агломерат, сходящий с конвейера, направляют на грохот 8 и далее на конвейер 9.
Высота слоя агломерата на полотне достигает 1000 мм. Рабочая площадь в 1,3—1,5 раза превышает площадь спекания агломерационной машины. Расход воздуха составляет от 3500 до 7000 м3/т агломерата. Продолжительность цикла охлаждения — 20—30 мин.
Рис 8. Схема прямолинейного охладителя агломерата