

350°С), и для сохранения формы требуется его быстрое
ОХЛАЖДЕНИЕ. ЭКСТРУДАТ ПОСТУПАЕТ НА КОНВЕЙЕРНУЮ ЛЕНТУ,
ПРОХОДЯЩУЮ ЧЕРЕЗ ЧАН С ХОЛОДНОЙ ВОДОЙ, И ЗАТВЕРДЕВАЕТ.
ДЛЯ ОХЛАЖДЕНИЯ ЭКСТРУДАТА ТАКЖЕ ПРИМЕНЯЮТ ОБДУВКУ
ХОЛОДНЫМ ВОЗДУХОМ И ОРОШЕНИЕ ХОЛОДНОЙ ВОДОЙ.
СФОРМОВАННЫЙ ПРОДУКТ В ДАЛЬНЕЙШЕМ ИЛИ РАЗРЕЗАЕТСЯ ИЛИ
СМАТЫВАЕТСЯ В КАТУШКИ. ПРОЕКТОМ ПРЕДУСМАТРИВАЕТСЯ ЭКСТРУЗИОННО-РАЗДУВНОЙ МЕТОД ПРОИЗВОДСТВА ПОЛИМЕРНЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПП,
ПЭВД, ПЭНД. В ЗАВИСИМОСТИ ОТ НАЗНАЧЕНИЯ ИСХОДНОГО ПОЛИМЕРА ПЛЁНОЧНЫЕ МАТЕРИАЛЫ ВЫПУСКАЮТСЯ РАЗЛИЧНЫХ ВИДОВ:
ПЛЁНКА ПОЛИПРОПИЛЕНОВАЯ (ПП) ВЫПУСКАЕТСЯ ПО ТУ 2245-001-6347424-2001 В ВИДЕ РУКАВА, ПОЛУРУКАВА (РУКАВ, РАЗРЕЗАННЫЙ ПО ВСЕЙ ДЛИНЕ С ОДНОЙ СТОРОНЫ); РУКАВА (ПОЛУРУКАВА) С ПЛАПАНОМ ИЗ КАПЛЕНА (ПОЛИПРОПИЛЕНА) ПО ТУ 2211-015-00203521 И ПОЛИПРОПИЛЕНА ПО ГОСТ 26996-86;
ПЛЁНКА ПОЛИЭТИЛЕНОВАЯ ИЗ ПОЛИЭТИЛЕНА ВЫСОКОГО ДАВЛЕНИЯ ВЫПУСКАЕТСЯ ПО ГОСТ 10354-82, ИЗ ПОЛИЭТИЛЕНА НИЗКОГО ДАВЛЕНИЯ – ПО ТУ 2245-002-63474242-2001 В ВИДЕ РУКАВА, ПОЛУРУКАВА, ПОЛОТНА;
114
ПАКЕТЫ ИЗ ПОЛИМЕРНЫХ ПЛЁНОЧНЫХ МАТЕРИАЛОВ ПП, ПЭВД, ПЭНД ВЫПУСКАЕТСЯ ПО ГОСТ 12302-83 ДЛЯ УПАКОВКИ И ХРАНЕНИЯ ПРОМЫШЛЕННОЙ ПРОДУКЦИИ.
БЛОК-СХЕМА ПРОЦЕССА ПРОИЗВОДСТВА ПОЛИМЕРНЫХ ПЛЁНОК И ПАКЕТОВ ПРИВЕДЕНА НА РИС. 4.
Контроль
готовой продукции (плёнок и пакетов),
маркировка, упаковка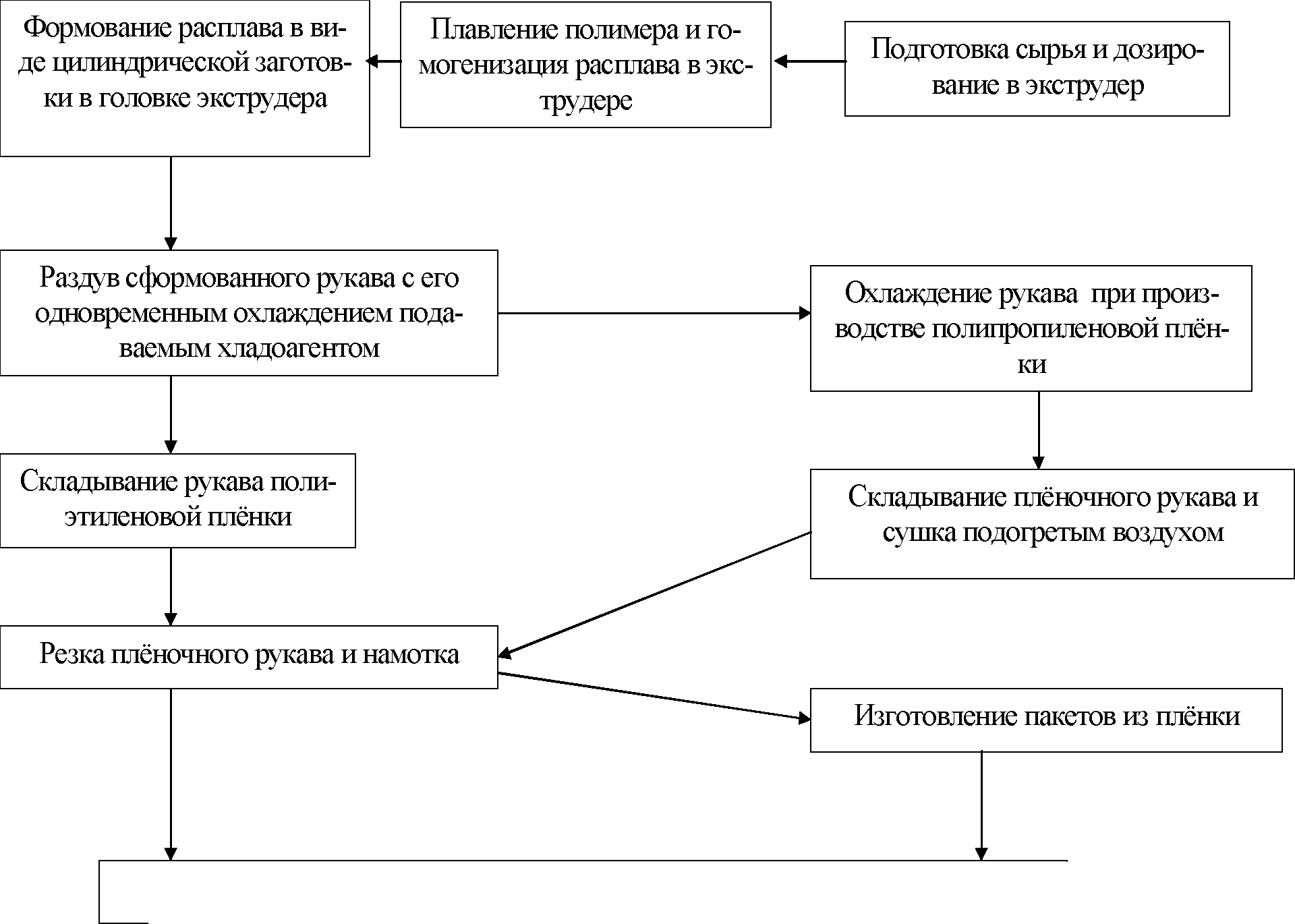
РИС. 4. БЛОК-СХЕМА ПРОЦЕССА ПРОИЗВОДСТВА ПОЛИМЕРНЫХ
ПЛЁНОК И ПАКЕТОВ
115
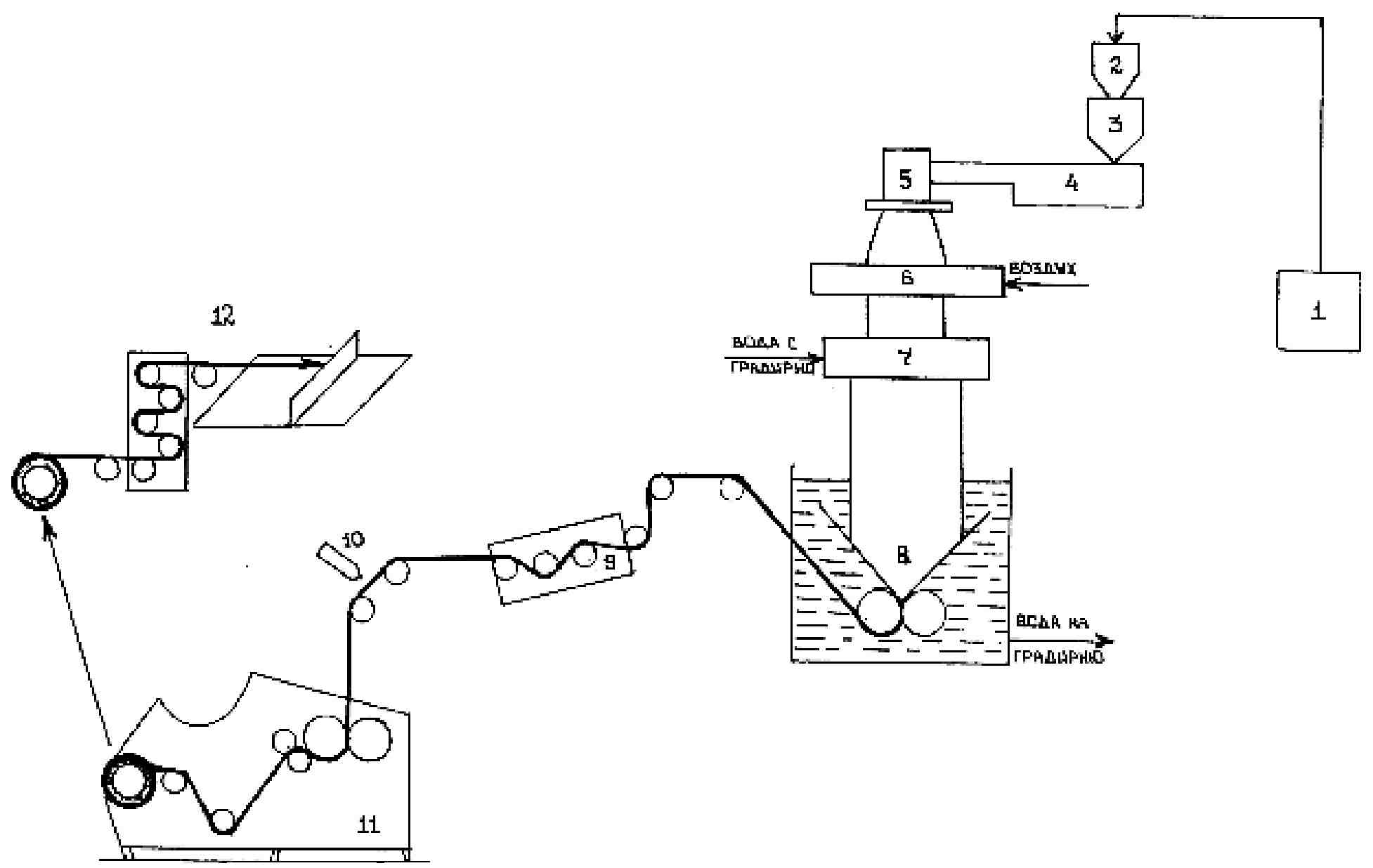
РИС. 5. СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОИЗВОДСТВА ПОЛИПРОПИЛЕНОВОЙ ПЛЁНКИ. 1- ВАКУУМ-ЗАГРУЗЧИК; 2- БУНКЕР-ДОЗАТОР С ЭЛЕКТРОМАГНИТНЫМ КЛАПАНОМ; 3 – ЗАГРУЗОЧНАЯ ВОРОНКА СО СМОТРОВЫМИ СТЁКЛАМИ; 4 – ОДНОШНЕКОВЫЙ ЭКС-ТРУДЕР ТРЁХСЕКЦИОННЫЙ; 5 – ЦИЛИНДРИЧЕСКАЯ ГОЛОВКА СО
СПИРАЛЬНЫМ СЕРДЕЧНИКОМ; 6 – ОХЛАЖДАЮЩЕЕ КОЛЬЦО,
ХЛАДОАГЕНТ – ВОЗДУХ; 7 – САМОТЕЧНЫЙ АППАРАТ ВОДЯНОГО
ОХЛАЖДЕНИЯ; 8 – СКЛАДЫВАЮЩЕЕ УСТРОЙСТВО; 9 – ПЕЧНАЯ
СУШКА; 10 – ПЛОСКИЕ НОЖИ ДЛЯ ПРОДОЛЬНОЙ РЕЗКИ ПЛЁНКИ И
ВЫКРАИВАНИЯ КЛАПАНА; 11 – ТЯНУЩЕЕ И НАМОТОЧНОЕ
УСТРОЙСТВО.
116
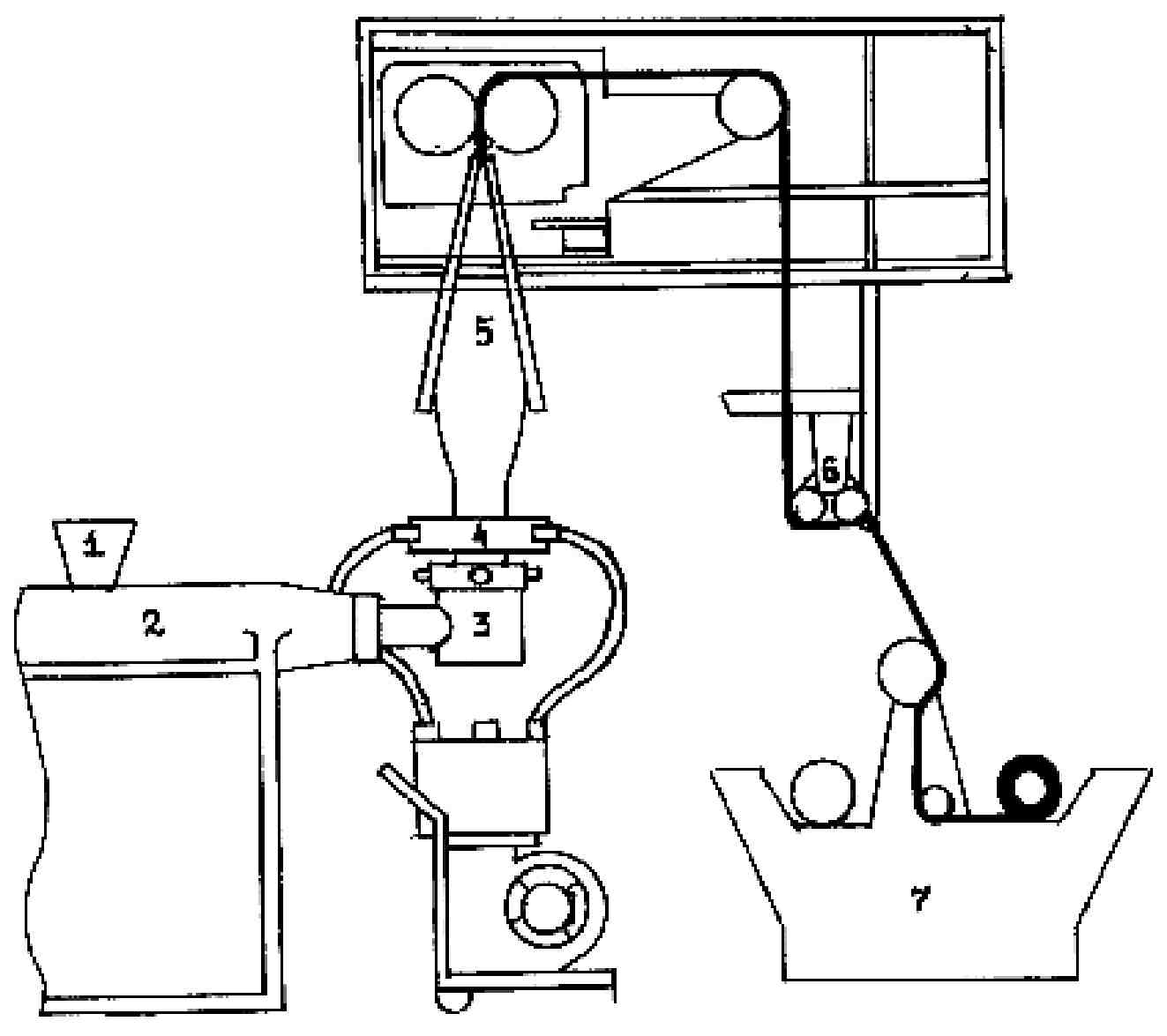
РИС. 6. СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОИЗВОДСТВА ПОЛИЭТИЛЕНОВОЙ ПЛЁНКИ 1 – БУНКЕР ДОЗАТОР; 2 – ОДНОШНЕКОВЫЙ ЭКСТРУДЕР ТРЁХСЕКЦИОННЫЙ; 3 – ЦИЛИНДРИЧЕСКАЯ ГОЛОВКА СО СПИРАЛЬНЫМ СЕРДЕЧНИКОМ; 4 – ОХЛАЖДАЮЩЕЕ КОЛЬЦО (ХЛА-ДОАГЕНТ - ВОЗДУХ); 5 – СКЛАДЫВАЮЩЕЕ УСТРОЙСТВО – РАЗДУВОЧНАЯ ШЕВРОННАЯ ДОСКА; 6 – ПЛОСКИЙ НОЖ ДЛЯ ПРОДОЛЬНОЙ РЕЗКИ ПЛЁНКИ; 7 – ТЯНУЩЕЕ И НАМОТОЧНОЕ УСТРОЙСТВО; 8 (ПЭ) И 12 (ПП) – МАШИНА ДЛЯ ТЕРМИЧЕСКОГО ЗАПАИВАНИЯ/РАЗРЕЗАНИЯ ПАКЕТОВ. ОПИШЕМ ПООПЕРАЦИОННО СХЕМУ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА.
1) ПОДГОТОВКА СЫРЬЯ И ДОЗИРОВАНИЕ В ЭКСТРУДЕР. ДАННАЯ ОПЕРАЦИЯ ПРЕДНАЗНАЧЕНА ДЛЯ АНАЛИЗА СЫРЬЯ
ПЕРЕД ЗАПУСКОМ В ПРОИЗВОДСТВО НА СООТВЕТСТВИЕ
ТРЕБОВАНИЯМ ГОСТ И ТУ, ПОДГОТОВКА И ДОЗИРОВАНИЕ СЫРЬЯ В
ЭКСТРУДЕР. ПОСТУПАЮЩЕЕ СЫРЬЁ ПРИНИМАЕТСЯ ПАРТИЯМИ И
ХРАНИТСЯ НА СКЛАДЕ. КАЖДАЯ ПАРТИЯ СОПРОВОЖДАЕТСЯ
ДОКУМЕНТАМИ, УДОСТОВЕРЯЮЩИМИ КАЧЕСТВО СЫРЬЯ. СО
СКЛАДА ПОЛИЭТИЛЕН И ПОЛИПРОПИЛЕН В ПОЛИМЕРНЫХ МЕШКАХ
ТРАНСПОРТИРУЮТ К МЕСТУ ВЫГРУЗКИ В НАКОПИТЕЛЬНУЮ
ЁМКОСТЬ. ОТКУДА ВАКУУМ-ЗАГРУЗЧИКОМ СЫРЬЁ ДОЗИРУЕТСЯ В
ЭКСТРУДЕР ЧЕРЕЗ ЗАГРУЗОЧНУЮ ВОРОНКУ.
2) ПЛАВЛЕНИЕ ПОЛИМЕРА И ГОМОГЕНИЗАЦИЯ РАСПЛАВА В ЭКСТРУДЕРЕ.
ДАННАЯ ОПЕРАЦИЯ ПРЕДНАЗНАЧЕНА ДЛЯ ПРОГРЕВА МАТЕРИАЛА ДО ВЯЗКОТЕКУЧЕГО СОСТОЯНИЯ И ПОЛУЧЕНИЕ
ГОМОГЕННОГО РАСПЛАВА.
117
ПОЛИМЕРНЫЕ ГРАНУЛЫ ИЗ БУНКЕРА-ДОЗАТОРА ЧЕРЕЗ ЗАГРУЗОЧНУЮ ВОРОНКУ ПОСТУПАЮТ В ЗОНУ ПИТАНИЯ
ЭКСТРУДЕРА (I ЗОНА). ШНЕК (ЧЕРВЯК) ЗАХВАТЫВАЕТ МАТЕРИАЛ, ПЛАСТИЦИРУЕТ ЕГО (II ЗОНА) ЗА СЧЁТ РАЗНОСТИ СИЛ ТРЕНИЯ МЕЖДУ ПОЛИМЕРОМ И СТЕНКОЙ ЦИЛИНДРА И РАВНОМЕРНО ПОДАЁТ В ВИДЕ ГОМОГЕННОГО
РАСПЛАВА К ГОЛОВКЕ (III ЗОНА). ТЕМПЕРАТУРА ПО ЗОНАМ ЭКСТРУДЕРА: