

Пневматическое формование.
Этим способом изготавливают детали из листовых термопластических материалов. Сущность процесса состоит в том, что разогретый лист материала приобретает форму матрицы под действием вытяжного штампа или под влиянием вакуума.
№8 Электроэрозионная обработка (ЭЭО).
1 -инструмент,
2-деталь.
-инструмент,
2-деталь.
Этот метод основан на отображении формы инструмента на заготовке под действием электрической энергии.
ЭЭО целесообразна для изготовления деталей из токоведущих материалов, которые трудно обрабатываются обычными методами, наиболее эффективна при изготовлении изделий сложной формы.
О сути процесса. Электроды - инструмент и заготовка - закреплены оснасткой станка и не соприкасаются друг с другом. Генератор задает периодичность и напряженность электрического поля вокруг электродов. Во время процесса электроискрового воздействия серия периодических электрических разрядов снимает тончайший слой материала с заготовки. Пространство между электродами заполнено жидким диэлектриком.
В точке, где напряженность электрического поля достигает максимума, происходит электрический разряд - молния в "микроатюре". Этот процесс приводит к моментальному плавлению микрослоев вещества у электрода. При исчезновении электрического поля внезапное снижение температуры приводит к отрыву части материала с заготовки и к образованию на этом месте микроскопического кратера.
Функции диэлектрика
Электроизолирующая. Диэлектрик разделяет заготовку и электрод. Искровой разряд происходит в максима-льно узком промежутке меж заготовкой и электродом, что позв сделать процесс производит-ным и точным.
Ионизационная. Диэлектрик должен способствовать максимальному сужению искровой зоны, чтобы добиться высокой плотности энергии в этой зоне.
Охлаждающая. Искровой разряд имеет сверхвысокую температуру, поэтому диэлектрик должен остудить и электрод, и заготовку. Также важно увести металлические газы, образующиеся в процессе электроэрозии.
Промывочная. Чтобы избежать электрического пробоя диэлектрик должен эффективно удалять эродированные крупицы металла.
Д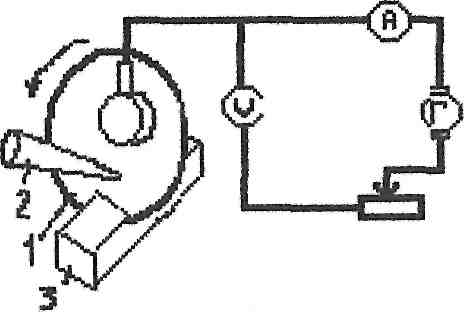 ля
электродов используется медь, латунь
чугун, сталь. Частота импульсов порядка
100 тыс. в сек. Эрозионный съем достигает
1000мм3/сек.(300
кв. мм/мин)
ля
электродов используется медь, латунь
чугун, сталь. Частота импульсов порядка
100 тыс. в сек. Эрозионный съем достигает
1000мм3/сек.(300
кв. мм/мин)
Анодно- механическая обработка.
1-инструмент 2-сопло 3-деталь
При обработке детали подвержены ЭЭО и механическому воздействию рабочего инструмента, который снимает расплавленный металл. Рабочая жидкость - раствор хлористого и сернистого натрия. Этим методом можно выполнять отделочное и притирочное шлифование до значения Ra-0,2-0,3мм
№ 9
Ультразвуковая обработка.
9
Ультразвуковая обработка.
Ультразвуковой метод применяют для следующих видов обработки изделий из твердых и хрупких материалов: прошивания отверстий с точностью размеров не выше 2-го класса, прорезки открытых и закрытых сквозных или несквозных прорезей. Этим методом обрабатывается тантал, молибден, алмаз, стекло, фарфор и т.д.
На рисунке: 1 - генератор электрических колебаний; 2 - магнитопровод; 3 - концентратор; 4 - инструмент; 5 -суспензия абразивного порошка; 6 - изделие; 7 - охлаждающая жидкость.
Инструменту сообщается ультразвуковые колебания частотой от 15 до 100кГц. Поперечное сечение инструмента имеет форму обрабатываемого отверстия. Инструмент должен располагаться перпендикулярно к поверхности. К рабочему торцу инструмента подводится струя суспензии, содержащая абразивный микропорошок. При действии ультразвука микрочастицы получают большое ускорение и начинают бомбардировать заготовку, обрабатывая ее.