

21. Механизм наростообразования.
П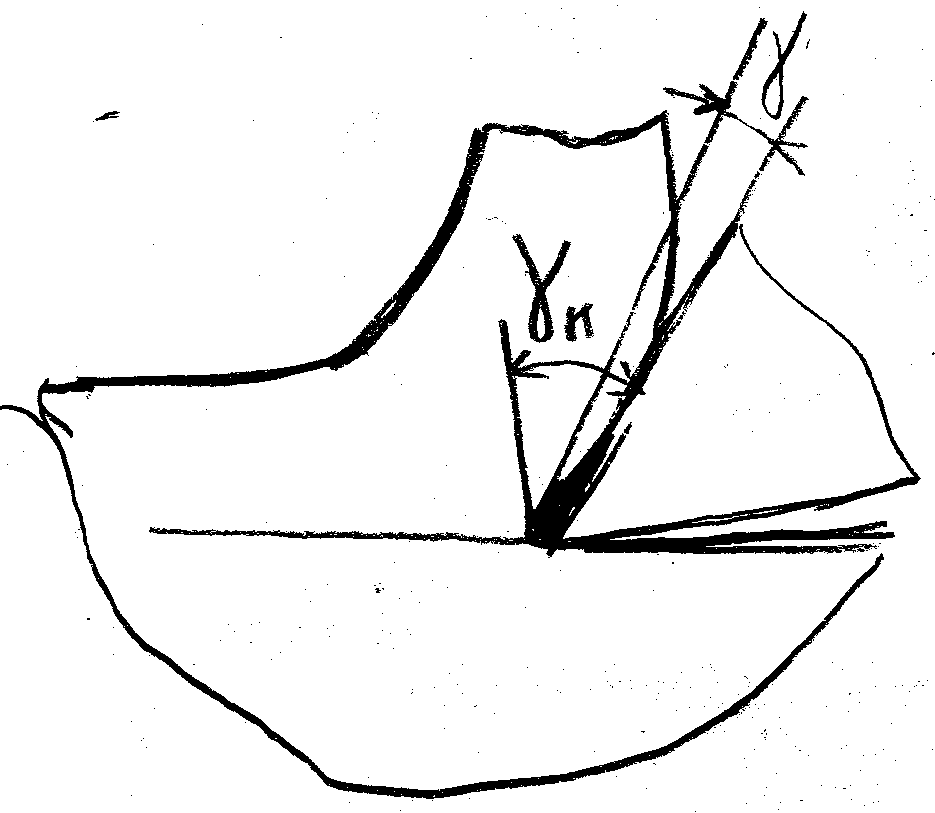 од
наростом понимают относительно
неподвижную область материала располож-го
на передн пов-ти у реж кромки. Нарост
является сложным по хим составу
образованием из продуктов взаимод-я
обработ и инструмет-го материала и
окруж среды. Образование нароста
происходит следующим образом: при опред
t0
и высоких давл-ях в зоне резания, пов-ть
стружки и инстр-та подвергается
адгезионным взаимодействиям (происходит
прочное присоединение стружки к передней
пов-ти и образ-ся заторможенный слой.
Обтекание этого слоя стружкой приводит
к образованию новых слоев, которые
наращиваются друг на друга и образуют
нарост. Н увлич до тех пор пока не
достигнет максимально возможных
размеров, исходя из прочности.
од
наростом понимают относительно
неподвижную область материала располож-го
на передн пов-ти у реж кромки. Нарост
является сложным по хим составу
образованием из продуктов взаимод-я
обработ и инструмет-го материала и
окруж среды. Образование нароста
происходит следующим образом: при опред
t0
и высоких давл-ях в зоне резания, пов-ть
стружки и инстр-та подвергается
адгезионным взаимодействиям (происходит
прочное присоединение стружки к передней
пов-ти и образ-ся заторможенный слой.
Обтекание этого слоя стружкой приводит
к образованию новых слоев, которые
наращиваются друг на друга и образуют
нарост. Н увлич до тех пор пока не
достигнет максимально возможных
размеров, исходя из прочности.
Нарост выполняет роль передней поверхности и предохраняет инструмент от изнашивания. При его образовании увелич передний угол, что облегчает процесс резания. Нарост увелич шероховатость пов-ти, т. к. при его разрушении часть уноситься стружкой, а часть остается на обработ пов-ти.
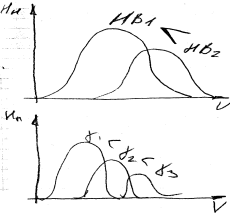
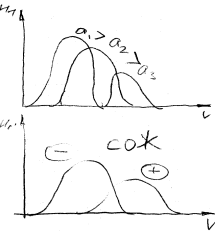
На высоту нароста влияет v резания, пластичность и прочность обрабат материала, толщна среза, передний угол инструмента, условия охлаждения и смазывания.
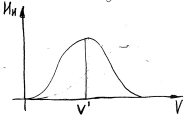
При низких скоростях t0 в зоне рез-я невелика, коэф трения мал, поэтому нароста нет или он очень мал. При повышении скорости t0 растет, также растет коэф трения и макс-ая высота нароста. Это происходит до опред t0 при опред v' - нарост наибольший, с дальнейшим ростом v и t0 наступает размягчение материал, снижается коэф трения и как следствие – р-р нароста.
Чем менее пластичен материал, чем меньше толщина среза, чем больше передний угол, чем лучше условия охлаждения и смазывания, тем меньше высота нароста

При заданных обработ материале и постоянных условиях смазывания, р-ры и форма нароста будут зависеть от t0 на передней пов-ти. V резания, а, и γ влияют на нарост постольку поскольку они влияют на t0 резания
24. Методы измерения сил резания и математической обработке экспериментальных данных. Эмпирические зависимости для определения сил резания.
Измерения сил резания с использованием тензометрических датчиков
1 - регистрирующий прибор; 2 - усилитель; 3 - стабилизатор напряжения; 4 - источник питания; 5 - тензодатчик; 6 - резец
Принцип работы: специальная измерительная головка с резцом, выполненная с использованием тензодатчиков, устанавливается на месте резцедержателя токарно-винторезного станка. Датчики включены в электрическую цепь и расположены таким образом, что каждый из них реагирует на деформации в направлении, соответствующем действию каждой из составляющих силы резания. В результате деформаций датчиков происходит изменение их сопротивления и, соответственно, силы тока по каждому из трех каналов, соответствующих составляющим силы резания Рz, Ру и Рх. В качестве регистрирующего прибора, фиксирующего изменения силы тока, достаточно использовать стандартный микроамперметр.
Метод ТАРИРОВАНИЯ поверхности
Независимо от компоновки используемого прибора измеряются фактически не силы, а характеристики тока, изменение которых происходит из-за возникновения этих сил. Поэтому должна быть предусмотрена процедура тарирования, которая заключается в установлении зависимости изменения величины силы тока от действующей на резец нагрузки Данная зависимость выражается, как правило, линейной функцией:
 где
Р-
сила,
Н;k
- тарировочный
коэффициент;
где
Р-
сила,
Н;k
- тарировочный
коэффициент;
А - измеренное значение силы тока, мА
Определение силы резания по эмпирическим формулам
где CPz, Сру, СРх - постоянные множители, зависящие от свойств обрабатываемого материала и условий обработки;
Хрz Ypz ZPz Zpx - показатели степени, величины которых показывают, насколько тот или иной режим резания влияет на составляющую силы резания.


где n
- количество произведенных измерении.