

при
прокатке готового профиля).
Ряс,
1.25. Силы, действующие от валков на
металл
при установившемся процессе прокатки
(Д
h/R)
Прокатка



V,. Град
2)
увеличить коэффициент трения, что
возможно только в некоторых случаях
(при насечке валков, наварке на валках
утолщений; это допустимо только при
прокатке слитков и заготовок и недопустимо
В табл. 1.3 приведены значения максимальных углов захвата, установленные практикой.
После
выхода переднего конца полосы из
валков наступит установившийся
процесс прокатки: металл будет входить
в валки с постоянной скоростью v0
и выходить из них с постоянной
скоростью v\.
Если не учитывать незначительных по
величине сил инерции, возникающих в
зоне деформации при изменении
горизонтальной скорости металла от
v0
до
Vi,
т.
е. считать, что металл движется равномерно,
то равнодействующие Р
сил N
и Т
должны быть направлены вертикально
(рис. 1.25) и приложены вблизи середины
дуги захвата АВ,
т. е.
р « а/2 = ц; а « 2ji. (1.55)
Таким образом, если каким-нибудь надежным способом обеспечивается захват металла, то угол захвата мог бы быть в 1,5—2 раза больше, чем при условии свободного (естественного) захвата, и соответственно можно было бы увеличить обжатие металла за данный пропуск, т. е. в конечном счете, увеличить производительность стана. С этой целью иногда применяют принудительную задачу металла в валки (например, при помощи толкателя), при которой передняя грань полосы сминается о валки, и этим облегчает захват металла.
В некоторых случаях с целыо обеспечения захвата металла осуществляют прокатку заготовок с предварительно скошенными на клин передними углами.
Уменьшение угла захвата при сохранении величины обжатия возможно при увеличении диаметра валков. Однако увеличение диаметра валков приводит к увеличению давления металла на валки (см. рис. 1.23), что во многих случаях нежелательно.
Длина зоны деформации
Рис.
1.27. К определению длины контакта I
при
прокатке металла в валках, имеющих
неравные диаметры
Рис.
1.29. К определению длины контакта металла
с валками при упругом сплющивании валка


b
= 1,
рис. 1.26).
Рис.
1.26. К определению длины контакта I
(горизонтальной
проекции дуги захвата)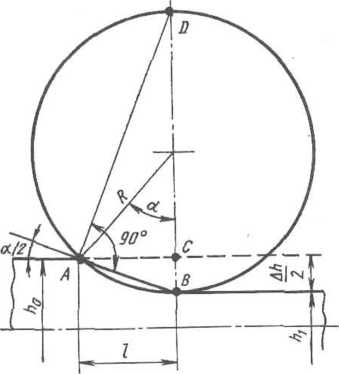
Рис.
1.28. Ширина контакта при сжатии упругого
цилиндра, нагруженного силой Р,
с несжимаемой (абсолютно жесткой)
плоскостью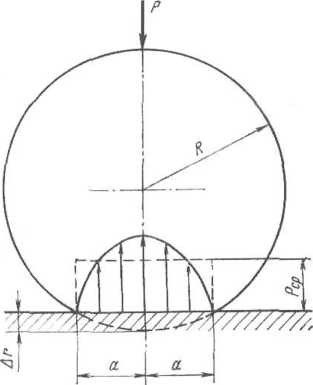
Горизонтальная
проекция хорды дуги захвата АВ
называется длиной зоны деформации
(длиной контакта металла с валком) и
обозначается через I.
Из рис. 1.26 следует, что
АВ/ВС =- BD/AB; АВ = VMh; (1.56)
АС = I = V АВ*— ВС2 = VRAh — ДАа/4. (1.57)
Так
как второй член иод радикалом (Ah/2)2
значительно меньше первого, то во многих
случаях им можно пренебречь и считать,
что длина зоны деформации равна'длине
хорды, т. е. АС=АВ
и
l^VRAh,
Its
Razz Ah/a.
(1.58)
(1.58a)

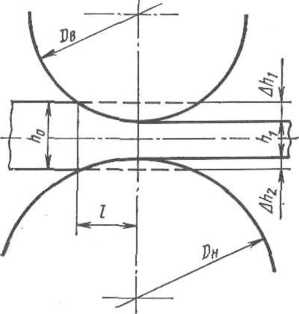
Для случая прокатки листов на станах, у которых диаметры валкоз различны (листовой трехвалковый стан, многовалковый несимметричный стан), длина зоны деформации определяется по несколько измененной формуле.
Согласно
рис. 1.27 и формуле (1.58) получим h=
V R\2Ah\\
/2
= = V
R22Ah2,
где Л/ii и Ah2—обжатия
со стороны первого и второго валков,
имеющих радиусы Ri
и R2,
соответствующие £)в и £>н.
Принимая
h^l2^l
и учитывал, что Ah=Ahi-\-Ah2,
получим
(1.59)
где
Rnp
— приведенный радиус валков, RnD=2R\R2/
(R\-\-R2);
при Ri
= =
R2RDp
= R'
При холодной прокатке тонких листов из стали и других твердых металлов и сплавов возникает значительное давление по длине контакта металла с валками. Это давление вызывает упругое сжатие (сплющивание) валков и металла, которое искажает и увеличивает длину дуги захвата. В этом случае пользоваться формулой (1.58) для определения длины контакта нельзя, так как подсчеты по ней дают заниженные результаты (на 20—40 % и более).
Приращение
длины контакта можно определить исходя
из известной задачи Герца об упругом
сжатии цилиндра, нагруженного силой Р
и лежащего на несжимаемой плоскости
(рис. 1.28). Под действием силы Р
цилиндр упруго деформируется и ширина
поверхности упругого контакта
по формуле Герца
(1.60)
a = 4 VqkyR,
где
q
— давление на единицу длины цилиндра;
ky
— коэффициент, зависящий от упругости
материала цилиндра, равный 6У=(1
— \ii)/nE\
р,„ и Е
— соответственно коэффициент Пуассона
и модуль упругости для материала
цилиндра.
Если
заменить эллиптическую эпюру контактных
давлений сжатия равновеликой прямоугольной
эпюрой, то среднюю ординату (среднее)
давление рСр)
можно выразить через погонную нагрузку
следующим образом P=qL
= 2apcvL,
откуда q
— 2apcv,
где L
— длина цилиндра.
Подставляя это значение в уравнение (1.60), получим
(1.61)
Чтобы
обжать металл одним валком на величину
Д/г/2, необходимо валок из исходного
положения (рис. 1.29, пунктир) сместить
вниз на величину BD—Ar,
равную упругому сплющиванию валка
(упругим сжатием полосы можно
пренебречь, так как при небольшой
толщине полосы ее упругая деформация
весьма мала).
При
этом контактная поверхность исказится
и дуга контакта при упругом сплющивании
валка получит вид кривой А'ВВПриращение
длины контакта произойдет как слева
(АА'),
так и справа (ВВ')
от оси валков, причем второе значительно
больше первого.
Определим длину сплющенной кривой контакта (ее проекцию на горизонтальную ось). Из рис. 1.29 очевидно, что
xo = (А' ОУ — (DO' —CB — BDf « RAh + 2RA- x\ *= (B'O')2 — (DO' — BD'f « 2RAr,
о |
"1
— V
R&h
+ х~
-f- ху. (1-62)
поэтому
получим I
Xi
= а. Тогда, согласно
уравнению {1.61), получим
Xi = CRPcv>
1 -Ип.
(1.63)
где
С =- 8ky
=
л £
0,3;
£ = 2,15-105
МПа; С= 1,08-10 5
мм2/Н.
(1.64)
х1
—
1,08-10~5 RpCIy,
где
R
выражается в мм и рср
— в МПа.
 В
этой формуле рср — среднее
давление при прокатке с натяжением или
без натяжения, определенное также с
учетом влияния упругого сплющивания
валков. Из рассмотрения формул (1.62) и
(1.63) следует, что увеличение длины зоны
деформации тем больше, чем больше
диаметр валков и давление при
прокатке. Интересно отметить, что
приращение длины зоны деформации
вследствие упругого сплющивания
валков зависит не от твердости
поверхности валков, а от модуля упругости
их материала: чем больше
В
этой формуле рср — среднее
давление при прокатке с натяжением или
без натяжения, определенное также с
учетом влияния упругого сплющивания
валков. Из рассмотрения формул (1.62) и
(1.63) следует, что увеличение длины зоны
деформации тем больше, чем больше
диаметр валков и давление при
прокатке. Интересно отметить, что
приращение длины зоны деформации
вследствие упругого сплющивания
валков зависит не от твердости
поверхности валков, а от модуля упругости
их материала: чем больше Е
[меньше коэффициент С в формуле
(I.63)J, тем
меньше упругое сплющивание. Модуль
упругости для всех сталей почти одинаков
(около 2,1—2,2-103
МПа), чугуна в два раза меньше ( ~ 1X
Х105
МПа), а для твердых сплавов (например,
карбида
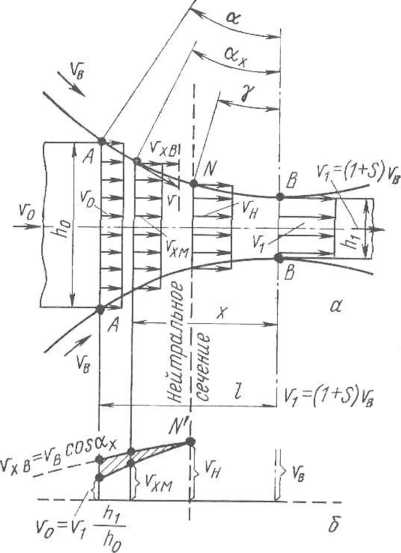
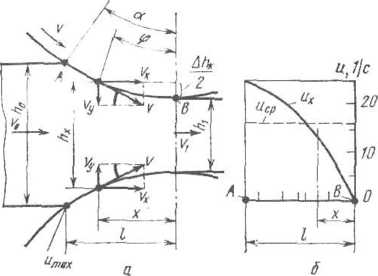
Рис. 1.30. Схема равномерной деформации металла в валках при прокатке: а — эпюры скоростей течения металла в различных сечениях зоны деформации; б — изменение горизонтальной составляющей окружной скорости валка V
металла
вольфрама) в 2,5—3 раза больше (~6,5-105 МПа). Поэтому при прочих равных условиях упругое сплющивание чугунных валков будет в два раза больше, а валков из твердых сплавов в 2,5—3 раза меньше, чем сплющивание стальных валков.
Опережение и уширение металла при прокатке
Выше
было указано, что при пластической
деформации объем металла не изменяется,
изменяются только его форма и размеры.
Следовательно, объем металла,
проходящего в единицу времени (Q,
мм3/с)
через любое вертикальное сечение зоны
деформации является величиной
постоянной.
Предположим,
что через сечение входа металла в валки
(рис. 1.30) (сечение АА) в секунду проходит
Q0
мм3
металла, а через сечение выхода
(сечение ВВ)
— Q, мм3. Очевидно,
что
Qo
=
Ql
=
Qx
= const. (1.65)

33
А. А. Королев
Это
равенство выражает постоянство
секундного расхо- д
а металла в любом сечении х
— 0-+1.
Если
предположить, что в любом вертикальном
сечении на расстоянии х от оси валков
скорость течения
металла является
постоянной
и все волокна металла по высоте этого
сечения получают одинаковую вытяжку,
то такая деформация называется
равномерной. Тогда Qo=FoVo,
a
Q\
= F\Vi
и, следовательно, можно написать
F0 v0 = F1v1 = Fx vx = const, (1.66)
где
Fo,
F\
и Fx
— площади поперечных сечений полосы
до входа в валки, на выходе из валков
и в сечении х;
v0,
V\
и
vx
— средние скорости входа металлов
в валки, выхода из них и в сечении х.
Из рассмотрения уравнений (1.66) и (1.45) следует, что
Uo/i/j = 1 /Я, (1.67)
т. е. отношение скоростей входа и выхода металла обратно пропорционально отношению площадей поперечных сечений полосы (т.е. X).
Зная
скорость выхода металла из валков и
вытяжку полосы за данный пропуск,
можно легко определить и скорость входа
полосы
в
валки (и наоборот), пользуясь соотношениями
v0
= vJ'K;
vx
~
Я. (1.68)
Так
как Я>1, то v0<Vi,
т.е. скорость входа металла в валки
меньше скорости его
выхода из валков.
Практика
и опыты по прокатке различных металлов
показывают, что скорость выхода металла
из валков Ui несколько
больше, а скорость входа у0
меньше окружной скорости вращения
валков vB,
т.е. Vi>vB>
>v0.
Металл движется в направлении прокатки горизонтально, а точки на поверхности валка — по окружности со скоростью ив- Значит, есть такое сечение, в котором средняя скорость металла равна горизонтальной со* ставляющей окружной скорости вращения валков vXB.
Средние
по высоте сечений скорости движения
металла выражаются кривой vXM,
a vXB
— косинусоидой uBcosax
(см. рис. 1.30). Точка N
характеризует положение
нейтрального сечения, в котором средняя
скорость металла
равна горизонтальной
составляющей окружной скорости валков.
Где же расположено нейтральное сечение, которое делит всю область деформации на две зоны: зону отставания и зону опережения. Вопрос этот весьма сложный, и пока еще невозможно дать точное математическое определение положения нейтрального сечения. Приближенно, но с очень небольшой ошибкой, этот вопрос решается следующим образом.
Предположим,
что давления распределяются по дуге
захвата равномерно, т.е. величина их
постоянна от точки входа А
к точке входа В,
что
вполне допустимо для случая горячей
прокатки. В зоне отставания (дуга AN)
и в зоне опережения (дуга NB)
на бесконечно малый элемент дуги
захвата, равный Rdq>,
действует радиальная (нормальная) сила
dN=pRd(p
и тангенциальная сила трения dT
= pnRd(p,
где d(p
— бесконечно малый угол в любой
части зоны деформации (рис. 1.31). Сумма
горизонтальных проекций этих элементарных
сил при принятом направлении осей
координат равна
hpRdysin ф —'ZpyiRdcp cos cp;
2Хдгв — sin ф + 2р|л£$ф cos ф.
Так
как металл движется равномерно и на
него не действуют никакие другие
силы, кроме сил N
и
Т, то
из условия равновесия сумма горизонтальных
сил слева и справа от нейтрального
сечения
должна быть равна нулю.
Для
зоны отставания угол ф изменяется от
величины угла у
до величины угла захвата а; для зоны
опережения угол ф изменяется от нуля
до величины угла у,
определяющего положение нейтрального
сечения.
Сокращая
правую и левую части на pR
и заменяя суммирование интегрированием
по переменному углу ф, получим
а V
j (sin ф — fx cos ф) ^ф 4- j* (sin ф + |Л cos ф) ^ф = 0.
у 6
Проинтегрировав и подставив пределы изменения угла ф, получим (формула Экелунда — Павлова)
sin a sin2 а/2 а /. а \ /т СП\
sm-y
= ; у
«— 1 . (1.69)
ц 2 \ 2(х
Из этой формулы следует, что положение нейтрального сечения определяется для данного угла захвата величиной коэффициента трения:
Ряс.
1.31. Силы, действующие на металл в
зоне отставания AN
и н аове опережения NR
при установившемся процессе
прокатки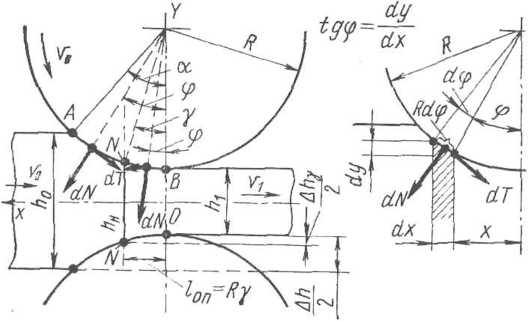
чем больше коэффициент трения, тем больше величина нейтрального угла и тем больше нейтральный угол приближается к середине дуги захвата.
При
выводе этой формулы не учитывалось
влияние уширения полосы на положение
нейтрального сечения. Однако, как
показывают более подробные исследования,
для обжатий e = 0,20-f-0,40 это
влияние незначительно; поэтому можно
считать, что формула (1.69) и в этом случае
пригодна для подсчета опережения и угла
у.
Скорость
выхода металла из валков Ui
(скорость прокатки) больше окружной
скорости вращения валков vB
— это явление называется опережением
металла при прокатке.
Обычно
опережение определяется как относительная
величина (безразмерная, в сотых долях
или процентах), т.е. как отношение разности
скоростей Vi
и vB
к окружной скорости валков va
s = (v1 — vB)/vB = v1lvB~\. (1.70)
Теоретически опережение определяется следующим образом (без учета уширения).
В
нейтральном сечении горизонтальная
скорость движения металла равна
горизонтальной составляющей (проекции)
окружной скорости валков vM
= uB
cosy
(рис. 1.30). Из условия постоянства
секундного расхода металла в любом
вертикальном сечении зоны деформации
Q = =
vMhH
— Vn
cosyhH
= Vihi =
const имеем vi/vB
= ha(cosy/hi).
Из рис. 1.31 следует, что
К+2(ДА? /2);R—Rcosу=Ahy/2;
he = h1 + 2R(l- cos у) ж ht + 2R 2 sin2 (у/2) tthx + Ry2, поэтому
vJvK -- (hx 4- Ry2) (cos y/hx) « I -\- RyVhx.
Подставляя это значение в формулу (1.70), получим
s = (R/h1)y2. (1.7 J)
Таким
образом, опережение тем больше, чем
больше радиус (диаметр) валков и
меньше толщина полосы. Кроме того,
опережение пропорционально квадрату
нейтрального угла у
(в радианах). Так как, согласно формуле
(1.69), нейтральный угол увеличивается с
ростом коэффициента трения, то
увеличивается и опережение (по еще в
большей степени). Как показывает
более подробный анализ и практические
данные с увеличением ширины полосы
опережение также увеличивается.
Рис.
1.32. Измерение опережения при помощи
кернов на валке
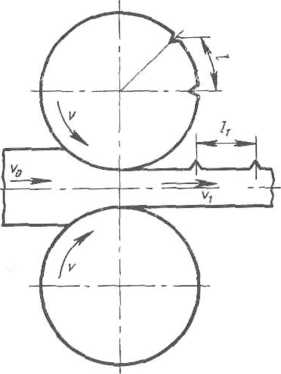
в,
который заключается в следующем. На
поверхности валка при помощи керна
делают углубления на расстоянии I
друг от друга (например, 100
мм), которые оставляют отпечатки
(выпуклости) на полосе после прокатки
(рис. 1.32). Вследствие того, что металл
выходит из валков со скоростью V],
которая больше
окружной скорости валков расстояние
между кернами на полосе it
больше расстояния I
на валке. Величина опережения в этом
случае определяется по формуле
s = 100 %. (1.72)
Обычно опережение составляет 3—8 %.
При
обжатии металла в валках по высоте
большая часть его деформируется в
длину (удлинение, вытяжка), а небольшая
часть в ширину (уширение вдоль бочки
валков), поэтому ширина полосы увеличивается
(bl>bQ).
Абсолютное уширение (приращение ширины) можно определить по формуле автора
АЬ^Ь, — 60= (1.73)
1 — £
Из
этой формулы следует, что уширение
пропорционально протяженности зоны
опережения l0n~Ry-
Таким образом, факторы, увеличивающие
опережение (увеличение диаметра валков,
коэффициента трения, обжатия и уменьшение
толщины полосы), также увеличивают и
уширение. При прокатке широкой полосы
уширение незначительно и во многих
случаях его можно не учитывать.
Коэффициент трения и скорость деформации
Коэффициент
трения.
Выше было указано, что процесс прокатки
возможен только при наличии трения
между металлом и валками и что поэтому
контактные силы трения в данном случае
полезны. Однако из этого следует
делать общий вывод, что чем больше
коэффициент трения, тем лучше будет
проходить процесс прокатки. Из приведенного
выше анализа следует, что чем больше
коэффициент трепия, тем больший угол
захвата (а значит, и большее обжатие
металла) можно допустить при прокатке.
Условия захвата являются решающими
только тогда, когда применяются большие
абсолютные обжатия (например, при горячей
прокатке блюмов, заготовки и т.д., когда
делают насечку валков), и эти обжатия
не влекут за собой значительного
увеличения давления на валки и не
вызывают их поломки. Но во многих случаях
прокатки, например при горячей и холодной
прокатке листов, процесс прокатки
ограничивается не максимальным обжатием
и коэффициентом трения, а допустимым
давлением металла на валки (которое при
прокатке тонких листов бывает очень
большим). В таких случаях необходимо
стремиться
к уменьшению коэффициента трения, для чего применяют шлифованные валки, а также смазки ух и полосы во время прокатки.
Истинное значение коэффициента трения при прокатке определить экспериментально довольно трудно, так как величина коэффициента трения зависит от состояния поверхности валков, их смазки, давления и температуры при прокатке, скорости прокатки и т.д. Известные в литературе методы дают косвенное определение этого коэффициента для каждого конкретного случая прокатки.
При горячей прокатке полосы и профилен коэффициент трения (л можно определить по формуле Экслунда
и = /2,(1,05 — 0,00050 (т-74)
где
i
— температура металла при прокатке,
°С; П\
— коэффициент, характеризующий
состояние поверхности валков; для
стальных валков с грубой поверхностью
ti=
1,
для чугунных валков с закаленной
поверхностью «1
= 0,8;
п2
— коэффициент, учитывающий скорость
прокатки, при и =1,5; 10; 15; и 20
м/с можно принимать соответственно /гг
=1,0;
9; 0,8; 0,75 и 0,7.
Формула (1.74) справедлива для />700°С. Из этой формулы следует, что с увеличением температуры и скорости прокатки металла коэффициент трения уменьшается.
При холодной прокатке листов и полосы можно пользоваться следующими значениями коэффициента трения, полученными измерением опережения и подсчетом по формулам (1.69) и (1-71):
При прокатке тонкой стальной полосы жести на шлифованных валках с весьма хорошей смазкой полосы:
пальмовым маслом 0,03—0,04
эмульсией пальмового масла 0,05—0,065
/IV.1 1
КОНСТРУКЦИЯ И РАСЧЕТ МАШИН И МЕХАНИЗМОВ ПРОКАТНЫХ СТАНОВ 2
fcr'c-Hl- 47
-^ = 4-! 52
1С — хг V RAh + xi 1 I' -I- xi ; I' - 2xi lz =-- i2; 56
T = (,+ii)n->: (П-21а) 62
. г' 96
Й-Г. + Й»-70^(7- + -^-). (III.45) 162
I* ?(*■ 206
j ■ 1: 245
L — ^ ^ j L0CH = ^ 2 L0CH = j 2 = MM" 280
+-И(И* 352
№ № 355
^Ht)4 399
При прокатке тонких стальных листов и полосы на шлифованных палках с хорошей смазкой:
эмульсией минерального масла 0,07—0,1
эмульсией пальмового масла или его заменителем (касторового масла п др.) 0,06—0,08
При дрессировке листов и полосы на шлифованных валках всухую (без
смазки) 0,12—0,15
Меньшие значения коэффициента трения соответствуют скорости свыше 5 м/с, большие — скорости до 5 м/с. При прокатке цветных металлов коэффициент трения на 10—20 % больше, чем при прокатке стали.
Скорость
деформации.
Как было сказано выше, скорость деформации
существенно влияет на предел текучести
металла (или сопротивление чистому
сдвигу) в процессе его деформации; с
увеличением скорости деформации
сопротивление деформации ад
возрастает, особенно при небольших
и средних обжатиях (к<30 %).
Скоростью деформации называется производная относительной деформации е по времени, т. е.
и = dzldt. (1-75)
Следует обратить внимание, что в отличие от линейной скорости деформирования, выражаемой в м/с или мм/с, скорость деформации имеет размерность 1/с.
Скорость деформации металла в условиях его обжатия при прокатке определим следующим образом.
Относительное
обжатие металла в любом сечении на
расстоянии х
от
оси валков, согласно формуле (1.42), можно
представить как (рис.
33): е*=
[hx—h\)jhx=Ahxfhx,где!гхиА1гх— текущие значения высоты сечения и его абсолютного обжатия.
Для
бесконечно малых деформаций это выражение
имеет вид с1г
=
=
dhxfhx,
поэтому скорость деформации металла
в сечении х
можно выразить через
их == (dhjdt)(\/hx) - 2vjh„ (1.76)
где
dhxldt
= 2vy
— линейная скорость деформации
элемента металла в направлении высоты
h<
(т.е. в вертикальном направлении
сжатия металла), осуществляемой двумя
валками, м/с или мм/с.
Рис.
1.33. К определению скорости деформации
(а) и изменение ее по длине контакта при
прокатке (б)
х
зоны деформации:
vv
=
vx
tg q> = (v,
hylhx)
tg q>.(1.77)
Построенная
по формулам (1.76) и (1.77) кривая
изменения скорости деформации их
по дуге захвата
показывает,
что при hx
— hо
и т. е. в нача
ле дуги захвата (точка А), скорость деформации является максимальной; по направлению к выходному сечению скорость деформации резко уменьшается и в самом сечении выхода при ф = 0 она равна нулю.
Для учета влияния скорости деформации на повышение предела текучести деформируемого при прокатке металла в дальнейшем для определения давления металла на валки нас будет интересовать средняя скорость деформации по длине контакта /, равная средней ординате
на
этой длине: ucp
= — ('uxdx.
о
Подставляя
их
по уравнению (1.76) и учитывая, что tgcp
= dhx/2dx1
получим
А.
|
|
1 J Ai Z |
|
Так
как Но—/ii
= A/i = e/io = a/, то получим следующую
расчетную формулу
ucv> - е (vjl) a (vx/hQ), (I.78)
где
V\—скорость
выхода
металла из валков; a—угол
захвата, рад; е — относительное обжатие.
Таким образом, скорость деформации пропорциональна скорости прокатки, обжатию и обратно пропорциональна длине зоны деформации.
Следует
отметить, что влияние скорости деформации
проявляется в
значительной
степени только тогда, когда температура
деформации выше температуры
рекристаллизации металла, т.е. при
горячей прокатке. При холодной прокатке
металла с небольшими и средними скоростями
(vi<15
м/с) скорость деформации весьма
незначительно влияет на давление
металла при прокатке и расход энергии.
Это влияние можно не учитывать. В этом
случае надо учитывать упрочнение
(наклеп) металла при его обжатии в валках
(см. рис. 1.15).
Коэффициент полезного действия процесса прокатки
Потери энергии (мощности) при прокатке являются следствием наличия относительного контактного трения — скольжения на протяжении дуги захвата (см. рис. 1.30).
Скорости скольжения определим следующим образом: в сечении входа металла в валки
I s
'в
'
Ь»л = ов-
A. cos а
cos а Я cos а
в
нейтральном сечении Al’h
—0;
в сечении
выхода металла из валков
AvB=vx—ub=i'b(1+s)—vb=VbS
(см. с. 33). В зонах
отставания и опережения скорости
скольжения Ди0т и Avon
противоположны по направлению,
но они вызывают один и тот же эффект —
потерю энергии на трение скольжения
(нагрев металла и валков); принимая
прямолинейное уменьшение Av
от сечения входа и сечения выхода
по направлению к нейтральному сечению,
получим среднее суммарное значение
скорости скольжения для всей зоны
деформации
1
+s
A
cos а
JY
а
/ „
Y
\2
а
До.
Av,
(а
— у)
-f
1
—
+
2
9 F
7—
1
— е
(1.79)
где
принято (см. с. 35)
ДА
rd
V
\2
а
)
г
Л,
hx
1
— е









1
и
— 2
(см.
с.
35)
получим, соответственно, ДиСр/ив=0,5е;
0,36е и я^0,27е. С достаточной для
практических расчетов точностью можно
принять следующие значения AvCp/v:
для (7/а)
=0-r-0,25Aucp/u
= 0,43e; для (у/сс)
=
0,25-г-
ч-0,5Диср/ул
= 0,31е. Например, при е=0,25 получим,
соответственно, Avcp/vB=0,\\
и 0,077, т.е. в среднем около 9% от
окружной скорости валков.
Мощность
потерь на трение скольжения для всей
зоны деформации при т~ const и
ширине полосы Ь=\
составляет Л^тр = 2тга(ДУср).
2-Чив.
а
yVnp — 2МПР сов 2тга I 1
Коэффициент полезного действия процесса прокатки
/V
_
'vnp
тр
__ |
CP
(1.80)
тр
|
Л
=
N
N
пр
пр
}в
1—2 (у/а)
До,







Например, для (7/а) = 0-f-0,25 при е^0,25 получим г)с1>=1—0,6е« ^0,85, т. е. 85% (15% составляют потери на нагрев металла и валков). Из анализа формул (1.79) и (1.80) следует, что к. п. д. процесса прокатки уменьшается при увеличении обжатия и отношения у/а.