

Основные расчетные параметры процесса прокатки
Коэффициенты деформации металла при прокатке
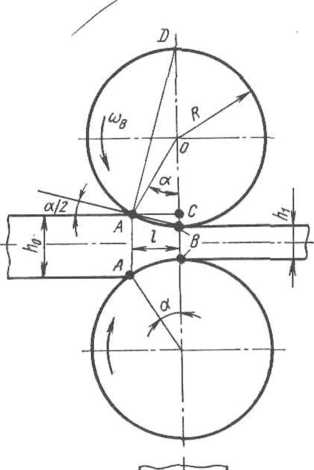
Пластическая деформация металла при продольной прокатке осуществляется при прохождении металла через зону деформации валков, вращающихся в противоположных направлениях (рис. 1.22).
Для упрощения прокатываемый металл будем в дальнейшем называть полосой независимо от того, какова форма его поперечного сече
ния. Ввиду того, что толщина полосы и
участок А
В
зоны деформации обычно значительно
меньше ширины полосы, при обжатии полосы
по толщине металл течет главным образом
в направлении ее длины (а не ширины), т.
е. в направлении наименьшего сопротивления,
и поэтому в большинстве случаев прокатки
уширение сравнению с ее удлинением.
полосы
незначительно по
(1.43)

относительным
обжатием е, т. е. отношением абсолютного
обжатия A/z
=
/i0
—
hi
к
исходной толщине полосы hQ:
г = ДЛ/Л0 - (h0 — hjlho = v0
=
] —hJho\ (142)
вытяжкой
X,
т. е. отношением длины полосы после
прокатки 1[
к
ее исходной длине 10:
Вследствие
того, что при прокатке сечение полосы
уменьшается главным образом за счет
ее удлинения, вытяжка всегда больше
единицы (обычно Я=1,2ч-2,0
и
более).
Если
обозначить сечения полосы до прокатки
через Fo—hobo,
а
после прокатки через F\=h\b\
и
соответственно объемы металла через
Vo
и
V\y
то
можно составить следующие соотношения:
уравнение
постоянства объема
(так как можно считать, что при
пластической деформации объем
металла не изменяется V'0
= V,):
VJV,
=
(MoWMi
W =
|
|
|
|
|
|
|
1 |
||
Г |
|
|
||
|
К\\\ч |
|
1 |
|
|
|
|
|
|
Рис.
1.22. Схема прокатки металла в валках
=(*0«/<ЛУ= 1; (1.44)
уравнения для определения вытяжки согласно формулам (1.43) и (1.44)
FJFX
= ljl0
= Я. (1.45)
Таким образом, вытяжка равна отношению площадей поперечных сечений полосы до прокатки и после.
Если прокатку полосы выполняют за несколько пропусков, то вытяжки (общая и в каждом пропуске) равны
Fp F0 F i Fz Fji—i ill \ \n \
'T~~ — — ~ Г- •• • — Л1 2 Л3--- Nn — Лср — Л0.
Fn F1 Fz Fa Fn

за
все проходы; п
— число
(1.46)
Таким образом, средняя вытяжка
Ьс»= VPJFn°=V к
Величины
средних вытяжек за пропуск для различных
случаев прокатки известны из
практических данных (например, при
прокатке блюмов и заготовок Л= 1,2-4-1,3
итГД.), поэтому в тех случаях, когда
требуется определить число пропусков,
необходимых для прокатки полосы сечением
F0
в полосу сечением Fn,
формулу (1.46) преобразуют следующим
образом:
п
=
(In F0
— In Fn)/ln
Xcp =
(lg F0
— Ig F„)/lg Яср. (1.47)
Во
многих практических случаях уширением
металла при прокатке можно пренебречь,
т. е. можно принять, что bQ=b\
(прокатка широких тонких полос); тогда
из уравнения (1.45) получим
X = 1г/10 — h0 bjh]_ Ьг т h0/hly (1-48)
т. е. вытяжка равна отношению толщины полосы до прокатки к ее толщине после прокатки.
Из
уравнений (1.42) и (1.48) следует, что
относительное обжатие е и вытяжка %
связаны определенной зависимостью. Так
как h\
= =
^0(1—р)>
то получим (при отсутствии уширения)
X = 1/(1 —е) (1.49)
и 8=1 — 1/Я. (1.50)
Таким образом, если известна величина обжатия, можно легко подсчитать вытяжку, и наоборот.
При обжатии в 50 % (s = 0,50) вытяжка равна 2; при прокатке с большими обжатиями (так называемыми «сверхобжатиями») вытяжка резко увеличивается и, например, при е = 0,90 вытяжка Я = 10, т. е. длина полосы увеличится в десять раз.
Угол захвата металла валками
Пространство,
ограниченное сверху и снизу дугами
захвата валков ЛВ
(см.
рис. 1.22),
боковыми гранями полосы и плоскостями
входа и выхода металла, называется
областью или зоной деформации металла.
Из
треугольников ЛВС
и АСО
следует, что ВС
—ВО
— СО
= =Н—R
cos rx=Ji
(1—cos
а). Так как BC=(hQ—h\)
/2=АН/2,
то получим следующую формулу:
cos
а
—
1 — Ah/D, (1.51)
выражающую
зависимость между углом захвата а,
обжатием Дh
и диаметром валков D.
При небольших углах захвата (а<10-И5°) можно принять, что sin а = а, т. е.
— cos а = 2sin2 (а/2) » 2(а/2)2 = а2/2.
Тогда формула (1.51) для определения угла захвата по заданному обжатию будет иметь более простой вид:
a^VWR. (1.52)
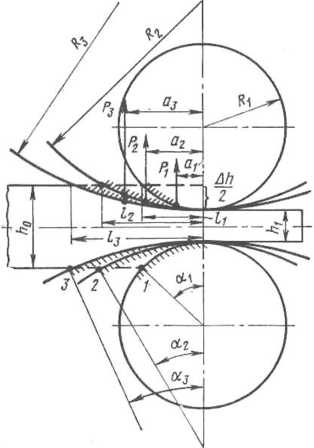
Из формулы (1.51) следует, что чем больше абсолютное обжатие при данном диаметре валков, тем меньше cos а, т. е. тем больше угол захвата а. Наоборот, одно и то же абсолютное обжатие Л/г можно получить на валках меньшего диаметра с большим углом захвата или на валках большего диаметра, но с меньшим углом захвата (рис. 1.23).
Процесс прокатки обеспечивается трением, возникающим между поверхностями валков и металла, поэтому в данном процессе силы трения являются необходимыми.
Приведем два примера, определяющих значение и величину сил трения при прокатке: рассмотрим момент захвата металла валками и установившийся процесс прокатки.
Предположим,
что полоса своей передней гранью
соприкасается с образующими вращающихся
валков в точках А
и А'
(рис. 1.24). В момент захвата металла
валками со стороны каждого валка на
металл
действуют две силы: нормальная (радиальная)
N
и касательная (тангенциальная) Т.
При относительном движении двух тел
возникающая сила трения равна нормальной
силе, умноженной на коэффициент трения
по плоскости скольжения, т. е. T=N\i,
откуда
TIN
= [А. (1.53)
 Предположим,
что полоса тем или иным способом (например
рольгангом) подается к валкам и в
углах полосы, соприкасающихся с валками,
образуются небольшие площадки смятия.
Если не учитывать возникающих в момент
захвата сил инерции, то для того, чтобы
произошел захват металла валками
(втягивание металла в зев валков),
Предположим,
что полоса тем или иным способом (например
рольгангом) подается к валкам и в
углах полосы, соприкасающихся с валками,
образуются небольшие площадки смятия.
Если не учитывать возникающих в момент
захвата сил инерции, то для того, чтобы
произошел захват металла валками
(втягивание металла в зев валков),
Nslncc
Рнс. 1.23. Зависимость угла захвата, длины Рис. 1.24. Силы, действующие от валков на контакта и давления на валки от диаметра металл в момент захвата его валками валков при одном и том же обжатии
необходимо,
чтобы горизонтальные проекции сил Т
(втягивающие силы) были больше
горизонтальных проекций сил N
(выталкивающих сил), т. е. необходимо
соблюдение условия 27cos
а>2 Nsin
а.
Таким
образом, равнодействующая Р
должна быть направлена от вертикали в
сторону движения металла в зону
деформации.
Подставляя значение силы трения по формуле (1.53) получим
N[i
cos а > Nsin а,
откуда p,>tga^a или
a < |х. (1.54)
Это выражение называется условием захвата металла валками при прокатке и формулируется так: для того, чтобы валки захватили металл, необходимо, чтобы коэффициент трения был больше тангенса угла захвата или угол захвата был меньше коэффициента трения.
В результате анализа условий захвата, определяемых формулой (1.54), можно сделать вывод, что если угол захвата будет настолько большим, что тангенс его превысит коэффициент трения между металлом и валком, то валки не захватят металл (выталкивающие силы будут больше втягивающих) и прокатка его окажется невозможной.
В этом случае для обеспечения захвата нужно принять следующие меры:
уменьшить угол захвата: при прокатке на валках данного диаметра это можно сделать только за счет уменьшения абсолютного обжатия металла Д
h[см. формулу (1.52)];
Блюмов и заготовок на валках с насечкой или наваркой |
0,45—0,62 |
24—32 |
Сортовых профилей |
0,36—0,47 |
20—25 |
Листов и полос |
0,27—0,36 |
15—20 |
Горячая
прокатка
14
8
На валках с чистой поверхностью |
0,09—0,18 |
5—10 |
На валках с хорошей шлифовкой |
0,05—0,08 |
3-5 |
бочки (10—12-й класс шероховатос |
|
|
ти поверхности) |
|
|
То же, при смазке пальмовым, хлоп |
0,03—0,06 |
2—4 |
ковым или касторовым маслом или |
|
|
их заменителями |
|
|
Холодная
прокатка листов и полосы со смазкой
1
1 130 33 1
1 350 13J
1
1 600 ~ 200