

It]* 205-0.984 Номинальный момент электродвигателя
45 575
0,76
кН-м.
Таким образом, МВ>МПР.
Затем следует выполнить расчет редуктора и расчеты на прочность цепи и вала ведущих звездочек.
Определим динамическую силу, возникающую при падении обрезка на опорную плиту горизонтального участка транспортера. Вес обрезка G—10 кН; (5=30°; /i=3 ы. Живая сила падающего обрезка (при ц=0,4)
h ~ .
Е0 = Gh — Лтр = Gh — (iiG ——г- = 9 кН- м.
sin
опорная
плита определим при зесе плиты
Опорную плиту представляем в виде двухопорной балки, для которой потенциальная энергия от фиктивной нагрузки, заменяющей действие удара, выражается формулой (Х.29). При 1—3 м, £=2,1*10® кПа и /=0,015 м4 получим
ра I» рг
и = ~шГ = о,1мо8 кН’м*
Приравнивая Ey=*U, получим
. ' Р= /о,П« 108 = 3300 кН. '
Напряжение в сечении А—А плиты при №=50000 см3 Р1 3300-103-300
= 50 МПа.
4-50000
Для уменьшения действия удара обрезка над плитой подвешен маятник (буфер) с грузом на конце.
Пример 61. Выполнить расчет канатного транспортера (шлеппера) для перемещения горячих заготовок с отводящего рольганга за первой группой непрерывного заготовочного стана на боковой (обводной) рольганг перед ножницами,
КА
5 5
7
8
Рнс.
Х.24. К расчету канатного шлеппера:
/
— подводящий рольганг; 2
—
натяжные блоки: 3
— рельсовый направляющий настил: 4—
отводящий
рольганг; 5
— приводные блоки (барабаны); 6—
приводной трансмиссионный вал; 7 —
редуктор; 8
— электродвигатель; 9
— опорный ролик; 10
— шлепперная тележка с упорным пальцем;
11
■— опускающийся упор в конце рольганга;
КА
— командоаппарат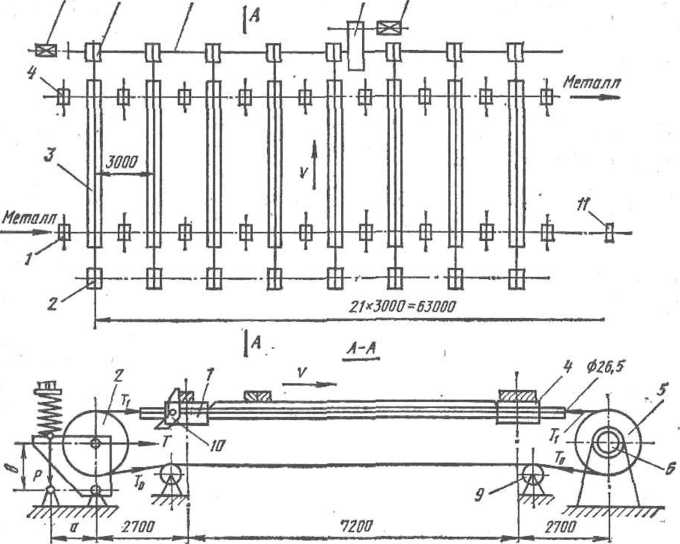
Дано: три заготовки сечением 120x120 мм, длиной 62 м, весом 72 кН каждая передвигаются одновременно; скорость передвижения и<=1,3 м/с, число канатных шлеп- перных тележек л=22, шаг между ними 3000 мм; длина (ширина) шлеппера (22—1)3 — =63 м; коэффициент трения скольжения горячего металла по направляющим рельсам ц=0,4 (рис. Х.24).
Усилие натяжения канатов, необходимое для передвижения трех заготовок:
Q = 3-72-0,4 = 86,4 кН.
Принимаем, что ввиду неравномерной вытяжки канатов только четыре шлепперные тележки одновременно соприкасаются с металлом и передвигают его. Усилие на каждом канате Qi = 21,6 кН.
Натяжение каната создается (воспринимается) пружиной на шарнирной опоре натяжного блока. Устанавливаем пружину: диаметр витка d—30 мм; средний диаметр пружины £>Ср=130 мм; число рабочих витков я = 8; высота пружины в свободном состоянии #=350 мм. При максимальном допускаемом напряжении кручения для м»ате-
риала пружины (сталь 65 Г) [т] =350 МПа пружина способна воспринимать (создавать прн затяжке) усилие
nd* л-303 Л
Р'иах 88 8£>ср [Т1'" 8-130 За0-28'6 кН-
Так как потери от изгиба каната при огибании блока малы, то можно считать, что натяжения набегающей и сбегающей ветвей каната равны между собой, т.е. Т\^Т0.
Тогда при равенстве плеч а=*Ь максимальное усилие на ось натяжного блока будет г = 70+Г,-Ртах=28,6 кН. По ГОСТ 3070—76 выбираем канат типа 6x19+1с (шесть прядей по 19 проволок на одной сердцевине) диаметром dK—26.5 мм; вес 1 м каната «?=25 Н/м=0,025 Н/мм. При Гс = 14,3 кН и расстоянии между приводным и натяжным блоками /=12,6 м максимальная стрела провеса нижнего каната
qp 0,025.12 600*
f~ 8Т0 “ 8-14300 “ ММ‘
Для уменьшения свободного провеса каната и увеличения угла обхвата блоков для нижней ветви каната устанавливаем опорные (направляющие) ролики.
Определим статический момент на валу приводных блоков (барабанов), необходимый для привода канатов всех 22 шлепперных тележек; диаметр приводных барабанов £)б=1000 мм:
а) момент, необходимый для транспортировки трех заготовок четырьмя шлеппер- ными тележками:
M! = Q~- =86,44-= 43,2 кН-м; |
2 2
б) момент, необходимый для перемещения (22—4) = 18 шлепперных тележек, не соприкасающихся с металлом; вес каждой тележки 250 Н:
М2 = 18*250-— = 2,25 кН-м;
2
|
в) момент трения в осях вращения всех натяжных блоков, установленных на подшипниках качения; dTp=l60 мм; ц=0,005:
0,16
Afa = 22* 28,6-0,005—-— = 0,25 кН-м;
г) момент трения в подшипниках вала приводных блоков (барабанов); dTp=>
=220 мм:
Мл= 18-28,6-0,005= 0*3 кН-м;
д) то же, от четырех ведущих шлепперных тележек:
0 22 •
М6
= 4 (28,6 + 21,6)0,005 —=0,1
кН-м. - ч|
U
Суммарный статический момент на приводном валу М — 2/И = 46,1 кН-м.
Статический момент, приведенный к валу электродвигателя при передаточном числе редуктора i=23,4 и т) = 0,9: *
46.1
. Мпр= 23,4-0,9 ’ кН'М*
Для привода шлеппера установлены два электродвигателя переменного тока, передающие момент через два редуктора на один общий вал приводных блоков (барабанов); мощность каждого электродвигателя 60 кВт (577 об/мин); номинальный момент двух электродвигателей
2-60
Мн
=
9,56
~ь7~
= 2,03
кН-м.
Электродвигатели допускают перегрузку 6=1,5. При скорости передвижения металла о«=1,3 M/c=const угловая скорость ведущих барабанов Шд = 2и/Ьб—2,6 1/с. Угловая скорость электродвигателя соД8= (л/30)гсдв=60 1/с; передаточное число редуктора
< = -^- = 23,4. шб
Расчет каната на срок службы (количество повторных перегибов до разрушения) :
а) напряжение изгиба в канате
где Р — коэффициент структуры каната, выбранного по ГОСТ; d= 1,7 мм — диаметр проволоки в канате; Dt — диаметр приводного барабана;
б) среднее напряжение на разрыв в ведущем канате при площади поперечного сечения всех проволок в канате F=259 м-ма
T0 + Qi 14,3 + 21,6 в
оР = = — Ю3 = 138 Н/мм2;
в) коэффициент долговечности каната определяем по формуле
Ь= <4/100/ Стр/10Л ,
где А= 120 — коэффициент, зависящий от структуры каната и материала канавки блока;
k = D6/dK = 1000/26,5 = 38;
6 = 120/100^ 138/10.38 = 0,86.
г) число повторных перегибов каната при коэффициенте работоспособности его C=8*10s (по каталогу)
z = C/64= 14,5-105;
д) канат имеет два перегиба (на двух блоках) и работает при 30 включениях шлеппера в час. Число перегибов каната в час п=2*30=60. Число часов работы каната до разрушения
h = г!п = 14,5* 105/60 = 24500 ч,
т. е. около четырех лет эксплуатации.
Далее необходимо провести расчет блоков приводного трансмиссионного вала и редуктора.
Моталки
Моталки применяют для сматывания прокатанного металла в рулоны и бунты.
На современных высокоскоростных (20—40 м/с) станах холодной прокатки применяют моталки с безредукторным приводом барабана непосредственно от электродвигателя большой мощности.
На рис. Х.25, а дан разрез по барабану моталки конструкции ВНИИметмаша для непрерывного четырехклетевого стана холодной прокатки 2500.
Смазка
Рис.
Х.25. К расчету моталки стана 2500 холодной
прокатки полосы:



Зажим переднего конца полосы губками 1 и 2 и разжатие сегментов 6 и 4 осуществляются одним пружинно-гидравлическим устройством, воздействующим на шток 7 и ползунок 10, последний перемещает верхний клин 3 и зажимает полосу губками; в то же время происходит раздвижение сегментов 4 и 6 клином 5. При обратном ходе щтока с ползуном зажим полосы освобождается и сегменты сближаются (перед съе-
мом рулона с барабана моталки). Козырек 9 предназначен для облегчения ввода переднего конца полосы в губки и закрытия шели при наматывании полосы на барабан моталки.
При наматывании рулона массой 15—25 т с натяжением полосы!1 100—150 кН барабан 8 моталки испытывает большие напряжения, поэтому он должен быть прочным и жестким. С этой целью при конструировании необходимо стремиться увеличивать внутреннее сечение тела барабана и по возможности уменьшить сечение сегментов (Не снижая их жесткости) при заданном наружном диаметре барабана.
Как было указано выше, для получения качественной полосы (равномерной толщины по ширине и длине) процесс холодной прокатки и сматывания прокатанной полосы в рулон должен быть устойчивым, т. е. натяжение полосы Т и скорость ее должны быть при этом постоянными (T=const; y=const). Отсюда следует, что мощность на барабане моталки при сматывании полосы в рулон с натяжением будет также постоянной;
^нат = Tv — const. (Х.53)
Так как в процессе наматывания полосы при T=const радиус рулона увеличивается, то очевидно, момент на барабане будет переменным:
Мк&у
=
TR = Tviсо, (Х.54)
где R и ш — текущие (переменные) значения радиуса рулона и угловой скорости барабана моталки.
Таким образом, электрическая схема автоматизации процесса смотки полосы в рулон должна обеспечивать непрерывное уменьшение угловой скорости барабана моталки по мере увеличения радиуса рулона.
При сматывании в рулон прямолинейная полоса изгибается по радиусу, равному радиусу рулона, и при этом все ее поперечные сечения испытывают упруго-пластический изгиб. Момент упруго-пластического изгиба равен
Му.п = М^п-1/2Гг),
где W2 — момент сопротивления половины упругой зоны, имеющей высоту z от нейтральной линии сечения полосы (см. с. 300).
Момент изгиба полосы действует в той же плоскости, что и момент натяжения полосы, поэтому по правилам механики можно считать, что он приложен к валу барабана-моталки.
Для совершения работы изгиба полосы от барабана моталки (т.е. от электродвигателя ее привода) потребуется затрата дополнительной мощности.
Ввиду того, что точно определить значения г и W2 не представляется возможным, при определении дополнительной мощности двигателя моталки примем (с некоторым запасом), что при сматывании в рулон полоса испытывает пластический изгиб по всему сечению, т.е. Wz— =0; тогда
ЛГ
уп
где R — минимальное значение радиуса рулона, равное радиусу барабана моталки.
Мощность электродвигателя привода моталки можно определить по формуле
Л'дв = (Л^нат + AU/П, (Х.55)
где г] — к. п. д. привода.
При определении/Упат, согласно формуле (Х.53), следует учитывать наибольшее натяжение
T
= oHbh, (Х.56)
где Он — удельное натяжение полосы, МПа; b и Л — ширина и толщина полосы, мм.
Для получения устойчивого -процесса холодной прокатки и наматывания полосы на барабан моталки на практике стремятся работать с большими удельными натяжениями. Однако из-за опасения обрыва полосы (при наличии мелких трещин-концентраторов на ее боковых кромках) это натяжение не допускают свыше 0,5—0,8от, где от — предел текучести материала полосы (с учетом наклепа ее при холодной прокатке). Обычно принимают: при прокатке и сматывании в рулон полосы толщиной до 1 мм он=0,3—0,8от; толщиной более 1 мм ан = 0,2—0,4ат.
Пример 62. Выполнить расчет моталки четырехвалкового стана 2500 для холодной прокатки полосы.
Дано: минимальная толщина полосы h~0,6 мм; максимальная ширина полосы 6=2350 мм; скорость прокатки (сматывания полосы в рулон) w = 21 м/с; предел текучести материала полосы ат=320 МПа; радиус барабана моталки 400 мм (см. рис. Х.25, б).
Натяжение полосы, принимая ои — 0,3350*= 107 МПа:
Т = сн bh — 160 кН.
Мощность на барабане моталки для сматывания полосы в рулон при натяжении полосы Т
кц • м
Л^нат ~Tv — 160-21 = 3360 = 3360 кВт.
с
Мощность на барабане моталки, требуемая для пластического изгиба полосы:
2350.0,62 Л , 2и 2-21
Wn = = 211,5 мм3; о = -^-^- = 51 1/с;
Ми = Л[и'8 == 320-211,5 = 68 кН-мм = 0,068 кН-м;
Л/иа = МИг <*> — 0,068*51 » 3,5 кВт.
Таким образом, при сматывании в рулон тонкой полосы (Л=0,6 мм) дополнительная мощность на пластический изгиб ее вокруг барабана моталки незначительная и составляет только около 0,1 % от мощности натяжения. Однако следует отметить, что мощность изгиба может быть значительной при сматывании в рулон толстой полосы. Например, при /t=4 мм получим Л/иа=30 кВт при со = 10 1/с.
Потребная мощность электродвигателя при tj = 0,95
Д^дв = (3360 -f- 3,5) f/0,95 = 3600 кВт.
Для привода моталки установлен двигатель постоянного тока мощностью 3800 кВт (500 об/мин).
Рассчитаем на прочность вал барабана моталки. Дано: вес рулона 250 кН; вес барабана моталки 120 кН; суммарный вес, действующий вниз, 250+120=370 кН. Принимаем, что натяжение полосы Г=160 кН направлено горизонтально; тогда результирующая нагрузка, действующая на барабан моталки:
Q = V 370? -f- 160? « 400 кН.
Считаем, что поворотная опора плотно прилегает к концу консольного вала барабана моталки и воспринимает опорную реакцию; тогда расчетная схема может быть представлена в виде трехопорной балкн с распределенной нагрузкой <7=Q//2=400/3,6— = 110 кН/м.
Применяя уравнение трех моментов, получим
2МП (1П + /п+1) =-6о)n+i ;
U+i
qi\
ln*°lf, ln+i=*li-, bn+\—/s/2; моментная площадь ш„+1=со2=—- — /2, поэтому
О о
2ЛЫ<1+;2)=~«'2/4;
tfa ПО’3,63
Мв =— — = ■■ ,———: =— 88 кН-м;
(/1 + /2) 8 (3,7 -j- 3,6)
Мв 88
КЛ=- ——=-23,8 кН; ql2 мв 110-3,6 88
Rc-Jt + ~ = — ij=173'7 кн;
RB^ql2+RA—Rc= ПО-3,6+ 23,8- 173,7 = 246,1 кН.
Mx^^cx-~x = Rc х-. .
Для нахождения максимума приравниваем производную нулю:
Rc— 9* — 0; х = Rq/q = 173,7/110 = 1,57 м;
110-1,57?
Мшат = 173,7-1,57 — = 110 кН-м.
Момент сопротивления сечения вала барабана в пролете /а
Гнз = 0,1^р«0,1-4003 = 6,4.106 мм3,
где d=400 мм—средний (условный) диаметр вала в сечении х=1,57 м, имеющем сложную конфигурацию.
Напряжение изгиба в сечении х=1,57 м при ka =4,5 110-10е
0 = 4'*Т>юГ = 77МПа-
Максимальный крутящий момент на валу барабана моталки, равный номинальному моменту электродвигателя (при 1=1):
Мнр
= 9,56 — == 9,56 = 72,5 кН-м.
= 9,56 ~гзг п 500
Напряжение кручения в этом сечении при W^=2W^3 и kx =2,3 72,5-10®
*-а'3-2.М.№ ^'ЗМПа-
Результирующее напряжение . apes = V 772 + 3-13* = 80 МПа.
Вал изготовлен из кованой стали марки 35ХНВ, для которой os = 1000 МПа; запас прочности составляет
п = 1000/80= 12,5.
Рассмотрим случай, когда дополнительная (поворотная) опора недостаточно плотно прилегает к кониу вала барабана, т. е. барабан моталки является консольным. Напряжение изгиба у опоры вала будет (при 700 мм и ka-2)
' г h 110-3.6=
А*из = <7/г"Y = — = g в 15 кН'М;
715-10*
о = 2 — 41 МПа;
1-700» ’
допускаемое напряжение [о] «200 МПа.
Определим радиальное давление сжатия барабана моталки при наматывании полосы с натяжением Т по формуле
(vHi
-ft)1
In

где г\ — радиус вала барабана моталки, равный ~250 мм; г$ — максимальный радиус рулона, равный 900 мм; г3 — радиус барабана моталки, равный 400 мм;
( г<\ 2 / го \2 5,06—0,39
(tH'39:
(t)=5M;
,Л 1-0.^
= Ш7.7 =2.05;
107
ог = —-— (I — 0,39) 2,05 = 65 МПа.