

Глава VI.
ГИЛЬОТИННЫЕ НОЖНИЦЫ
Классификация и назначение
Гильотинные ножницы конструктивно выполняют двух типов: открытого и закрытого.
Ножницы
открытого типа
(рис. VIA,
а)
имеют короткие ножи и одну станину
с боковым просветом, через который
подается разрезаемый металл; их
применяют главным образом для резки
сутунки и сортового металла в холодном
состоянии; в последнем случае форма
ножей соответствует профилю сечения
разрезаемого металла. Верхний (подвижной)
нож — наклонный с углом наклона 2—5°.
Ножницы закрытого типа (рис. VI. 1,6) имеют две станины, соединенные внизу траверсой; в просвете между станинами перемещается суппорт с ножом. Эти ножницы применяют для поперечной резки широких полос и листов в холодном, полуостывшем или горячем состоянии.
В
зависимости от назначения ножницы
закрытого типа конструктив- >
но
выполняют с верхним или нижним подвижным
ножом.
Ножницы с верхним подвижным ножом применяют главным образом как отдельно стоящие в прокатном цехе, а также в поточных линиях для поштучной резки листов на нужные размеры и обрезки боковых кромок листов.
Ножницы с нижним подвижным ножом обычно устанавливают в линии рольганга прокатного стана или в агрегатах резки полосы, т. е. в
поточных технологических линиях;' таким образом, на этих ножницах осуществляется только поперечная резка полосы на листы или отрезки переднего и заднего конца у длинных полос; обрезка боковых кромок полосы в этом случае осуществляется дисковыми ножницами, установленными за поперечными ножницами.
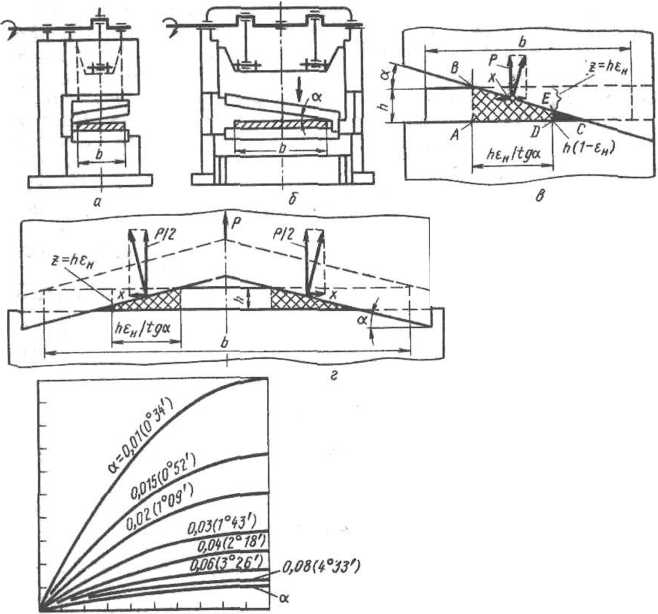
Рис.
VI.I. Схемы и карактеристика гильотинных
ножниц:
а,
б — схемы ножниц открытого и закрытого
типов; в,
г
— процессы резания гильотинным
(наклонным) и шгвронным ножами; д—
к определению хода ножа Я; е
— зависимость параметра Л от еа
при a-const .
.
———Я
[л
J
41
biffa
-0,1(5°Ю
2
0,4 0,6 0,8 £н
е
Таблица
VI.1.
Основные параметры гильотинных ножниц
Параметры
Макснмальное
20
63
120
Усилие
прижима листа (полосы) кН
Угол
наклона ножей, град
Толщина
листа (полосы), мм . .
Ход
ножа, мм
Ширина
листа (полосы), мм
10
1
0.8—1,5
50 1100— 1600
20
1—1 °30' 1,5—2,5 70
1600—2500
50
1—2° 2,5—4,0 80
1600—2500
Крутящий
момент на коленчатом (эксцентрико-
0,4—0.8
1—3
1,5-3,0
Примечание.
Для стали о в
= 500 МПа.
пределах
1 — 6° в зависимости от толщины разрезаемых
листов (чем больше толщина, тем больше
угол наклона с целью уменьшения усилия
резания), см. табл. VI.1 и формулу (VI.2).
В
ножницах с нижним подвижным ножом этот
нож установлен прямо (а верхний наклонно,
как в первом случае) или наклонно (а
верхний— прямо). Практика показывает,
что при резании верхним наклонным
ножом полоса (лист) выгибается и рез
получается косой; при резании нижним
наклонным ножом полоса (лист) прижимается
к верхнему пря-






мому ножу и рез получается прямым (перпендикулярным). Поэтому на новых ножницах с нижним подвижным ножом этот нож устанавливают наклонно.
Материал
ножей — сталь марок 9Х, 5Х2ВС, 55ХНВ, 55Н2Ф:
твердость после закалки 55 HRC.
2. Методика определения усилий резания
При
резании металла на ножницах с одним
наклонным ножом сопротивление резанию
оказывает не вся площадь сечения листа
bh,
как
при резании параллельными ножами, а
только некоторая небольшая часть его
в виде треугольника ЛВС
(см. рис. VI.1,в). Очевидно, что благодаря
наклону ножа усилие резания значительно
уменьшается. Кроме того, при погружении
ножа в металл собственно резание (сдвиг)
происходит не по всему сечению треугольника
ABC,
а только по части его в виде трапеции
ABED,
так
как у вершины треугольника по линии ED
наступает
отрыв (скалывание) металла. Величина
z=h—ED
характеризует
глубину надреза, при которой наступает
отрыв, а отношение eH=2//i
называется
относительной глубиной надреза и зависит
от пластических сбойств
металла
(еи
= 1,2-г-
1,6 б,
где б — относительное удлинение при
испытании на растяжение образцов) (табл.
V.1).
1аким
образом, площадь трапеции ABED,
оказывающей
сопротивление резанию, равна
h + (h — г) г 2 — ен
~~ 2 tga
енЛг,
tga
а максимальное усилие резания (формула А. А. Королева)
(2
(VI
.2)
2
tga
=
kau
hM.
Из
анализа кривых на рис. (VI. 1, е) следует,
что параметр А
= ~
(2—8я)еи/(2
tg
а),
характеризующий площадь трапеции v
(при
Л=1);
а) при ем—const резко возрастает с уменьшением угла наклона ножа (особенно при а<1,5-7-2°);
б) при а>2° с увеличением е„ возрастает менее интенсивно.
Таким образом, для уменьшения усилия резания целесообразно
применять угол наклона ножа а>1,5—2°.
Формула (VI.2), как это ясно из вывода уравнения (VI.I), справедлива для всех случаев, когда tga>/i/fr; при tgaC/z/b следует пользоваться формулой (VI.2) для случая резания параллельными ножами. Из анализа формулы (VI.2) можно сделать следующие выводы:
с увеличением глубины надреза (характеризуемом коэффициентом ен) и предела прочности разрезаемого материала усилие резания увеличивается (рис. VI.],
е)и имеет максимальное значение при
&н 1;
усилие резания пропорционально квадрату толщины листа
усилие резания Р, кН
|
•250 |
500 |
1000 |
1600 |
2500 |
4000 |
6300 |
|
100 |
150 |
200 |
250 |
300 |
|
|
|
1—2° |
1°30'—2°30' |
2—3° |
2°3Q'—3°30' |
3—4 |
4—5° |
5—6° |
|
4—6 |
6—10 |
10—16 |
16—25 |
25-32 |
32—40 |
40—60 |
|
90 |
105 |
125 |
175 |
220 |
260 |
400 |
|
1600—2500 |
2200—3200 |
2200—3200 |
2500—4000 |
2500—4000 |
2700—5000 |
2700— 5000 |
|
ю 0 1 сл о |
10-18 |
20-100 |
120—250 |
300—400 |
300—500 |
400—800 |
(с увеличением толщины листа, например, в два раза усилие резания повышается в четыре раза);
усилие резания обратно пропорционально тангенсу угла наклона ножа, т. е. с увеличением угла наклона ножа усилие резания уменьшается. Однако так как при этом появляется горизонтальное усилие, выталкивающее лист из-под ножей, то практически угол наклона ножа не принимают свыше 6°, при котором это .усилие не превышает 11 % от
Ршах (СМ. рИС. VI. 1,в).
В некоторых случаях предпочитают применять более сложный в изготовлении двухнаклонный (шевронный) верхний (или нижний) нож (см. рис. VI. 1,г). Очевидно, что при резании таким ножом лист занимает более устойчивое положение (горизонтальные силы А' действуют в противоположные стороны). Ввиду того что сопротивление резанию оказывают одновременно два сечения в форме трапеции, в формулу (VI.2) для определения усилия необходимо ввести коэффициент 2, т. е.
Р
= 2klk2k*pb
2~e*
ен
Ла. (VI.3)
2 tga
Однако, это не значит, что при этом усилие резания увеличивается в два раза; так как при применении шевронного ножа можно принимать большие углы наклона, чем для гильотинного ножа, то в знаменателе tg а увеличивается и общее усилие резания, определенное по формуле (VI.3), будет почти такое же, как найденное по формуле (VI.2).
Как видно (из рис. VI. 1,5) при гильотинном резании листа ход верхнего наклонного ножа (см. табл. 1)
Н
= hbtgaук, (VI.4)
где
у
— минимальная открытая высота от нижней
кромки ножа до верхнего угла листа
максимальной толщины h
(расстояние
от листа до ножа); конструктивно принимают
г/ = 15—30 мм в зависимости от толщины
листа; Ь
— максимальная ширина листа для нижнего
ножа длиной L;
принимают
L
— b-±-50-f-150
мм
(в зависимости от ширины листа); Д —
перекрытие ножей для обеспечения
надежного резания сечения листа по
всей ширине; принимают Д = 5-ь10 мм, в
зависимости от толщины листа.
При приводе суппорта ножниц от эксцентрикового или кривошипного (коленчатого) вала эксцентриситет (радиус кривошипа) должен быть равен •
е
= г
= Я/2. (VI.5)
Боковой
зазор между ножами при резании стальных
листов принимают равным 6= (0,04—0,05)
h.
При
резании шевронным ножом в формулу
(VI.4)
вместо
ширины b
необходимо
подставлять Л/2 (см. рис. VI. 1, г).
Однако так как угол наклона шевронного ножа аш в 1,5—2 раза больше угла наклона гильотинного ножа ar (tg am>tg аг), то фактически ход верхнего ножа в обоих случаях будет почти одинаковым.
Как будет показано ниже, особенно целесообразно применение шевронного ножа при резании полосы на летучих ножницах (барабанных и кривошипно-шатунных), у которых ножи движутся по круговым (или близким к ним) траекториям.
Конструкция и расчет ножниц
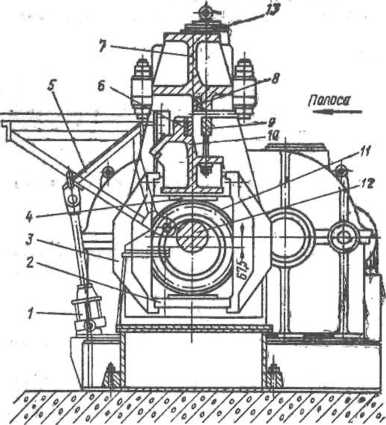
На рис. VI.2 представлен общий вид гильотинных ножниц с верхним резом усилием 6МН конструкции УЗТМ. Ножницы имеют нижний нож длиной 3000 мм и верхний наклонный нож с наклоном 1:10 (5°42'); максимальная толщина разрезаемого листа 50 мм; предел прочности разрезаемого материала до 800 МПа. Ножницы предназначены для поперечной резки толстых листов шириной до 2600 мм и для продольной резки боковых кромок толстых листов при длине реза до 3000 мм.
Ножницы
этого типа установлены
в поточной линии отделки толстых листов
толстолистового стана 2800. '
Станина состоит из двух стальных (литых или сварных из толстых листов) стоек, установленных на фундаменте. Внизу стойки соединены траверсой (суппортом) для нижнего ножа; вверху стойки соединены стяжными болтами и траверсой, на которой установлен редуктор. Стальной литой суппорт верхнего ножа установлен в направляющих
Рис.
VI.2. Гильотинные ножницы с верхним резом
усилием 6МН для резання толстых листов
станины и двумя шатунами соединен с коленчатым валом. Суппорт имеет грузовое уравновешивание.
Коленчатый вал установлен в станине на подшипниках скольжения. На одном конце вала свободно вращается зубчатое колесо и имеется кулачковая муфта включения. Исходное положение вала фиксируется грузовым ленточным тормозом с электромагнитом. Ножницы включаются на резание воздушным цилиндром, поршень которого соединяет кулачковую муфту, сидящую на шпонках на коленчатом валу, с зубчатым колесом. Муфта выключается автоматически после поворота коленчатого вала на 360\
Стальной литой корпус прижима прикреплен к станине; в корпусе размещены пять пневматических цилиндров диаметром 400 мм; штоки цилиндров прижимают лист к нижнему суппорту перед резкой. На одном цилиндре установлен конечный выключатель; включение ножниц на резание возможно только при опущенном прижиме.
Ножницы приводятся от электродвигателя переменного тока мощностью 280 кВт, 900 об/мин через двухступенчатый редуктор и пару цилиндрических шестерен (/==71), большая шестерня которых вращается непрерывно и соединяется с муфтой включения. На быстроходном валу редуктора расположены два маховика с маховым моментом 7500 кг-м2. Общая масса ножниц 300 т.
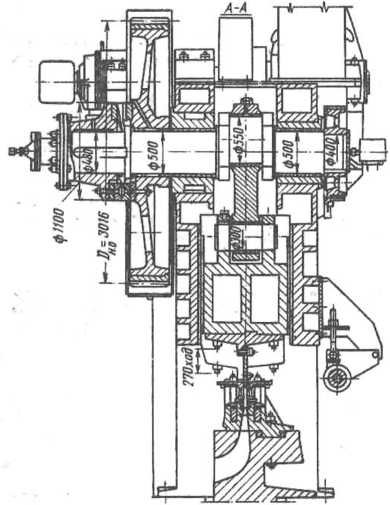
На рис. V1.3 показаны гильотинные ножницы усилием 200 кН с нижним наклонным подвижным ножом конструкции ВНИИметмаша — СКМЗ.
Ножницы установлены в поточной линии поперечной резки полосы на листы мерной длины; наибольшая ширина полосы 2350 мм; толщина 6 мм; предел прочности материала полосы 500 МПа. Ход нижнего
ножа
135 мм, длина режущей кромки 2500 мм.
Наклонным (с углом lw40')
является
нижний нож 6,
поэтому прижим 9
установлен на суппорте 10
нижнего ножа и при резании прижимает
полосу к верхнему прямому ножу 8
и верхней траверсе 7. Ножи изготовлены
из стали марки Х12Л\. Ножницы приводятся
электродвигателем переменного
Рис.
VI.3. Гильотинные ножницы с нижним резом
и ннжним наклонным ножом усилием 200 кН
для резания тонких листов
При
вращении эксцентрикового вала 12
с частотой 36 об/мин кольца 11
эксцентрикового вала обкатываются по
опорным планкам 4
снизу суппорта. Для обеспечения
возврата суппорта в нижнее исходное
положение предусмотрены боковые
хомуты 3,
которые
вверху прикреплены к нижнему суппорту,
а внизу опираются поперечиной 2
на кольцо.
Рис.
VI.4. Сортовые гильотинные ножницы
открытого типа усилием 5МН
9
при резании прижимает лист к верхней
траверсе при помощи пневматических
цилиндров 13
(воздух под избыточным давлением
400 кПа подается в нижнюю полость).
Передний немерный конец полосы (имеющий
форму «языка») сбрасывается в нижний
короб путем опускания стола 5 при
помощи пневматического цилиндра /.
Ножи имеют симметричное сечение всех четырех рабочих граней. Масса ножниц 13 500 кг, с приводом 39 500 кг.
На
рис. VI.4 показаны сортовые ножницы
открытого типа усилием 5 МН конструкции
УЗТМ, предназначенные для холодной
резки на мерные длины балок, швеллеров,
угловой стали и узкой полосы из стали
с пределом прочности до 600 МПа. Число
ходов верхнего суппорта в минуту 24;
число резцов в минуту 6.
Ножницы имеют маховичный привод от
электродвигателя переменного тока
мощностью 70 кВт, 735 об/ /мин через редуктор
и зубчатые шестерни (i
—
29,7).
Большая шестерня свободно насажена на конец коленчатого вала и вращается непрерывно. Включение ножниц на резание осуществляется кулачковой муфтой при помощи пневматического цилиндра. Верхний суппорт уравновешен контргрузом; положение нижнего ножа по горизонтали можно регулировать при помощи реечно-винтовой передачи с приводом от пневмоцилиндра.
•- Пр и м е р 37. Определить усилие резания и мощность электродвигателя гильотинных ножниц 8x2350 мм с нижним резом (рис. VI.5). Ножницы предназначены для поперечной резки полосы на листы мерной длины и установлены в агрегате резки.
Дано: толщина полосы Л = 8 мм; ширина полосы 6 — 2350 мм; предел прочности материала стальной полосы ав = 800 МПа; угол наклона нижнего ножа a=2°(tga= =0,0349); длина верхнего горизонтального ножа 2500 мм. Ножницы приводятся эксцентриковым валом и имеют прижим, расположенный снизу полосы.
Максимальное усилие резания определяем по формуле (VI.2): принимаем *,=0,7; *2=1,2; *з=1,3; ен = 0,4.
2-0.4 ..

Р = 1.1
4-800-8*» 400 кН.
2-0,0349
Горизонтальное усилие, выталкивающее полосу из-под ножей и воспринимаемое боковыми направляющими станины при подъеме нижнего суппорта:
X
= Р
tg
a =
400-0,0349= 14 кН.
Поперечное усилие, распирающее ножи и воспринимаемое направляющими в станинах, принимаем
Т
г» 0,1 Р = 40 кН.
Определяем ход ножа и эксцентриситет эксцентриков приводного вала. Принимаем: перекрытие ножей Д—10 мм; открытая высота ножа под полосой у=20 мм; по формуле (VI.4) находим
Н
= 8 + 2350-0,0349 + 20 + 10 = 120 мм.
Требуемый эксцентриситет эксцентриков, согласно формуле (VI.5), 5 = 60 мм.
Определяем крутящий момент на валу эксцентриков:
а) первое
положение эксцентриков — начало резания
(см. рис. VI.5 г, положение /). Усилие резания
станет максимальным при подъеме иожа
на величину hv~h-{-y~
=
8+20=28 мм (треугольник резания сечения
станет полным при внедрении ножа на
величину ft);
при
этом эксцентриковый вал повернется на
угол
cos
ф
= (е
— Ар)
/е
= (60 - 28)/60 = 0,5333;
Ф = 57^6'
и плечо момента на эксцентрике будет равно
мм.
на
левый эксцентрик сверху вниз [вес или
пневматического) Рп=*
ех==У
е* — (е —
Лр)2
= КбО2
— 32* =51
Равнодействующая усилий, действующих суппорта 0= 20 кН); усилие от прижима (пружинного -3 кН)
Pl = р + (х + Т) p + G+Pn = 400-{-(14 + 40) 0.1 +20 + 3 = 428.5 кН.
где ц=0,1 —коэффициент трения в направляющих станины.
Крутящий момент на эксцентриковом валу » ».
Мх
= Рхех
= 428,5-0,051 = 21,8 кН-м;
б) второе (промежуточное) положение — эксцентриковый вал повернулся на ф= «90°. Усилие прижима возросло до 5 кН и общее усилие на эксцентрик стало Рз= *430,5 кН; плечо момента равно полному эксцентриситету е = 60 мм
Д12==/у = 430,5-0,06 = 25,8 кН-м;
в) третье
положение — окончание резания при
максимальном усилии Р
(при полном треугольнике резания
сечения). Усилие прижима возросло до 7
кН и общее усилие стало Р3=432,5
кН; при подъеме суппорта на высоту hv
= H— (h +
Д)
= 120— (8+10) = 102 мм плечо момента уменьшилось
и стало равным
ех
= Ve2.—
(102
— е)? = КбШ- 42? = 43 мм.
Угол поворота эксцентрикового вала sin ф=42/60=0,7;
' ф = 44°26'; ф3 = 90 + ф = 134°26';-V •'
Л43
= Р3ех
= 432,5-0,043 = 18,6 кН-м.
Таким образом, при резании максимальный крутящий момент на валу будет при втором положении эксцентриков (при ф=90°), когда М = 25,8 кН-м.
Определяем момент и мощность электродвигателя.
Ножницы работают непрерывно при резании длинной полосы, сматываемой с рулона (длительный режим работы) при кратковременном приложении нагрузки при резаиии.
![]() Ножницы
совершают 50 резов в минуту, т. е.
эксцентриковый вал вращается с угловой
скоростью 50 об/мин (~5 1/с).
Ножницы
совершают 50 резов в минуту, т. е.
эксцентриковый вал вращается с угловой
скоростью 50 об/мин (~5 1/с).
Для привода ножниц выбран по каталогу асинхронный электродвигатель мощностью 80 кВт, 583 об/мин (<о = 60,8 1/с с номинальным моментом
233
и
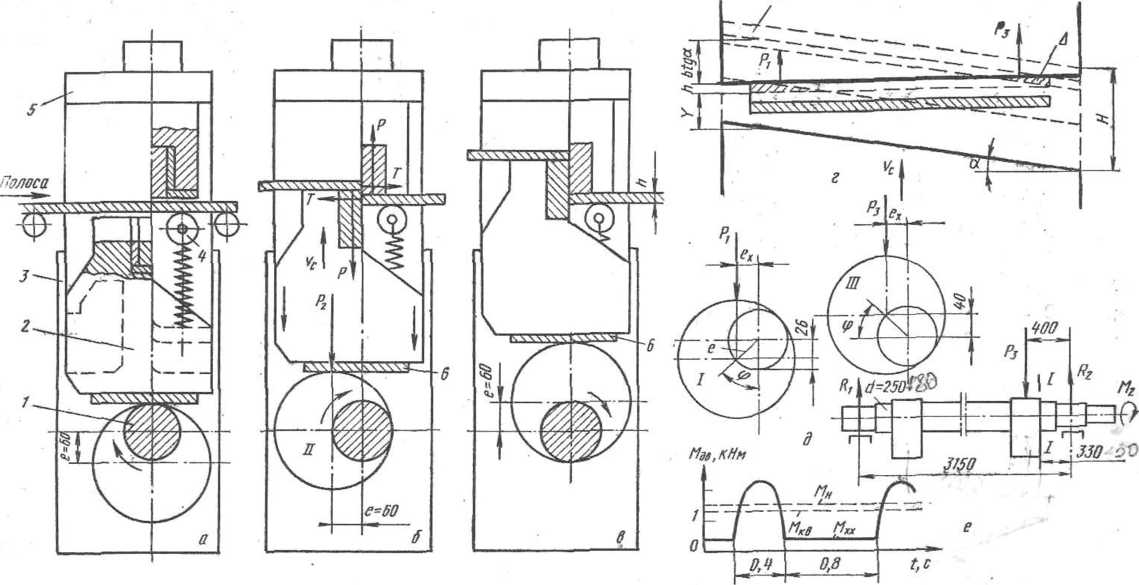
Рис. VI.5. к расчету гильотинных ножниц с нижним наклонным ножом и нижним приводом эксцентрикового вала:
а — положение до начала резания (/); б — промежуточное положение нижнего суппорта (//); в — окончание резания (///); г—схема резания; д — к расчету эксцентрикового вала на прочность; е — нагрузочная диаграмма; /— эксцентриковый вал; 2 — нижний суппорт с наклонным ножом; 3 — направляющие станины- 4 — ролик прижима; S — крышка станины с верхним неподвижным горизонтальным ножом; 6 — опорная планка
и установлен редуктор с передаточным числом i = 583/50 «12.
Момент резания (на эксцентриковом валу), приведенный к валу электродвигателя, при к. п. линии привода у)=0,92
Afpe3 = 25,8/0,92 • 12 = 2,35 кН• м.
Коэффициент перегрузки двигателя по моменту
k
=
Мрез
/Ми
= 2,35/1,34 = 1,74.
что не превышает допустимый [&1доП=1,75.
Проверим двигатель на нагрев его обмоток по среднеквадратичному моменту. Время одного цикла резания (одного оборота вала эксцентриков) /ы = 60/50= 1,2 с; путь нижнего ножа под полной нагрузкой при резании
Лр
= b
tg а
= 2350-0,039 = 82 мм,
что составляет /гр/2е=82/2 • 60=0,68 от общего подъема ножа вверх.
Время собственно резания ^=^/2-0,68=0,4 с.
Принимаем:
крутящий момент на валу электродвигателя
за все время реэания /Ит=2,35
кН-м; момент холостого хода М„.х=0,1
ЫН—0,134
кН-м;
длительность паузы при холостом ходе
^п = /ц — tp=0,8
с,
тогда ',1
/ 2,35г-0,4-|-0.134з.0,8 , _ Мн
Мкв = V ~г = 1,32 кН-м,
1,2
т. е. MKt<MB.
Рассчитываем на прочность эксцентриковый вал (рис. VI.5, д).
Принимаем, что в конце периода резания работу резания совершает только один правый эксцентрик при Яз=432,5 кН и Л1з = 18,6 кН-м. Правая опорная реакция
2750
= —— ръ = 380 кН.
3150
-1
вала1-
380
000-330 а=
— = 80 МПа.
0,1-250$
Напряжение
кручения в сечении 1—1
18,6-
10»
МПа'
Результирующее напряжение
Срез
= ]/~80?
-J-
6,5?
= 81 МПа.
Вал изготовлен из кованой стали марки 45Х, для которой Гсг]= 150 МПа и [т! = -100 МПа.

;г /?
Определяем контактное напряжение при обкатывании наружного кольца эксцентрика по опорной плите внизу нижнего суппорта. Ширина кольцаЬ—150 мм; нагрузка <j=Pj/6=432,5/0,15=2850 кН/м=2850 Н/мм; радиус кольца £ = 3J5 мм; модуль упругости материала кольца £=2,1 -102 МПа. По формуле Герца
тк = 0,418|/Г —= 0,418 -3—з^-4- =590 МПа;
[ан]Д0П « 2crs = 2- 400 = 800 МПа. ^
Имея исходные данные по усилиям и моментам, далее необходимо произвести расчеты на прочность станины и крышки (траверсы) ножниц, прижима, подшипников эксцентрикового вала и расчет редуктора.
 (с
пределом прочности металла до 1200 МПа)
все чаще применяют ножницы с так
называемым круговым резанием, при
котором достигается лучшее, по
сравнению с гильотинным, качество
резания.
(с
пределом прочности металла до 1200 МПа)
все чаще применяют ножницы с так
называемым круговым резанием, при
котором достигается лучшее, по
сравнению с гильотинным, качество
резания.
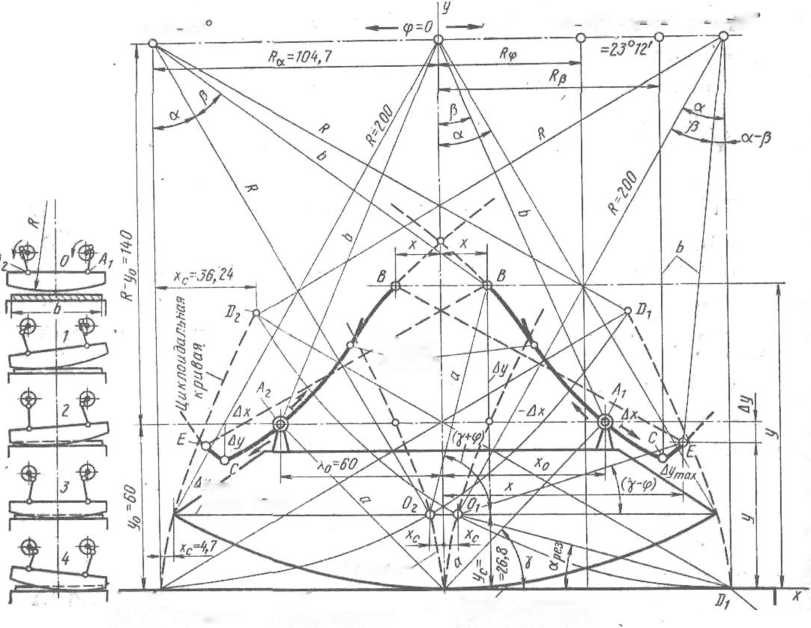
Принцип кругового резания заключается в том, что верхний нож представляет собой дугу окружности, катящейся без скольжения по горизонтальному нижнему ножу. Таким образом каждая точка на дуге ножа при качении описывает циклоидальную кривую и угол резания сохраняется постоянным по величине (рис. VI.6, а).
(p=OL-30
./'Точки
перегиба
итак
'Хорда 6-100
Циклоида*
у/'В г / О ' Среднее положение
Начало
резания качением
качением кромка нижнего ножа
’
S
Рис. VI.6. Схема ножниц с верхним круговым (дуговым) ножом для резания толстых широких листов:
а — последовательность положений лугового ножа при резании (0—4); б — траектория движения приводных шарниров Л1 и Аз верхнего суппорта при качении дуги ножа без скольжения по прямой кромке нижнего ножа
С целью повышения качества резания радиус дуги ножа принимается весьма большим (20--50 м), благодаря чему угол резания (наклона рабочей хорды дуги) будет минимальным (ар=1,5—2,0°).
Для вывода аналитических зависимостей кругового (циклоидального) резания рассмотрим пример качения дуги ножа небольшого (для наглядности рисунка) радиуса /? = 200 мм по горизонтальной прямой вправо и влево от центральной точки О. Угол качения примем равным (p=0-r-30V поэтому хорда дуги ножа £ = 200 мм, а рабочий угол резания ар=15э ^рис. VI.6, б).
Уравнение циклоиды имеет вид
ус
= jR
(1
— cos
ф);
*с
= R
(ф
— sin
<р).
При
ф = а = 30° для циклоидальных кривых (00\)
002
и DDX
получим,
соответственно., ус
—
26,8 и 100 мм; хс
= 4,7 и 36,24 мм. /?а= = 104,74 мм.
Качение
дуги ножа по горизонтали осуществляется
перемещением точек A
j и
А-
на суппорте кругового ножа, имеющих
шарнирную связь
с соответствующими механизмами привода качения (шатунно-эксцент* риковым, кривошипным и Др., на схеме не показаны). Эти точки имеют постоянные (конструктивные) координаты *о=60 мм и у0=60 мм, поэтому расчетные параметры равны: р = 23э12', 6=152,32 мм, а= =84,85 мм, 7=45°.
При качении дуги ножа вправо от точки О точка А, правого шарнира будет перемещаться вправо вниз по кривой А\СЕ, при этом координаты ее равны:
у — R — 6 cos(ф — р) = i/c -f a sin (7 — ф) = R — (£ — i/0) cos ф — x0sin cp; Аг/ = — (Уо — У) = — № cos (ф — Р) — (R — </0)] =
= — [^о sin ф — (/? — t/o) (1 — cos ф)]; (VI.6)
* = Rep — Ь sin (ф — р) = хс + a cos (7 — ф) =
= Ry — (R — у0) sin ф -f- х0 cos ф;
Ах = (х — х0) = Rq> — b sin (ф — Р) — х0 = Ry — (R — у0) sin ф — (VI.7)
л:0(1 —cos ф).
При
ф==р функция у
имеет минимум, для которого
ЛУтах
= — [b
—{R
—
у0)\;
Ах = Rp
— х0. (VI.8)
Правее точки Е на кривой имеется точка перегиба при
соб(ф — Р) = b/R. ■ (Vl.8a)
При качении дуги влево от точки О точка А\ будет перемещаться влево вверх но кривой А\В м координаты ее равны:
У = R — bcns(Q? + Р) = г/с Ч- a sin (7 -f ф) =
= R — (R — у0) cos ф -f *0 sin ф;
Ay
= (y — Уо)
=
(R
— y0)~-bсоб(ф
-f
p) =
(R — у0)(1
—собф)
4-
+ x0sinq>; (VI.6а)
x
= b
sin (ф
-f-
P) — Rep
= a
cos (7
+ ф)
—
*c
=
■= (R — y0) sin ф -f x0 cos ф — R<p;
Ax = — (xQ — x) = — [% + x0 — b sin (ф -f $)) =
=
— [#Ф
+
x0(l
— созф)
— (R
—
^вшф]. (VI.7a)
Ha кривой A\B имеется точка перегиба при
cos (ф + Р) = blR; у = R - bVR; Ay =(R — y0) - bVR. (VI.86)
Таким образом, центр A{ ведущего (приводного) шарнира суппорта: а) при качении вправо от точки О дуги ножа без скольжения по горизонтальной кромке нижнего ножа (с учетом перекрытия ножей) перемещается вправо по вогнутой кривой с минимумом в точке С; б) при качении дуги влеЕо от точки О перемещается влево по кривой А\В, имеющей точку перегиба, т. е. эта кривая вогнуто-выпуклая (незначительно) .
Для точного построения кривых по формулам (VI.6—VI.8) необхо- димо задаваться различными значениями угла качения ф в пределах Ф=^0-ьа с небольшими интервалами Дф.
Очевидно, что относительно оси у (проходящей через точку О) кривая перемещения точки А2 левого шарнира на суппортате является симметричной.
Применение полученных аналитических уравнений рассмотрим на двух примерах расчета ножниц промышленного типа для резки толстых и широких листов.
Пример
38, а. Ножницы с циклоидальным резанием
толстых листов шириной до 4800 мм при
длине хорды дуги верхнего ножа 5 = 5000 мм.
Для получения качественного резания
при небольшом угле а
принимаем радиус дуги ножа /? = 40 м; при
этом sin
а
=В/2^
= 0,0625; а = 3°35'; /?а = 2501,6 мм; ар**а/2=
1°40'. При качении ножа (слева направо)
вертикальная составляющая усилия
резания будет восприниматься (и далее
передаваться приводным шатунам) шарнирами
Д(
и Д2
на суппорте (см. рис.
6). Для более равномерного распределения усилия резания на шарниры Лх и
Мжелательно, чтобы расстояние этих шарниров от вертикальной осиу(середины дуги) было не менее 0,6 (В/2); принимаем *0=1800 мм. С целью обеспечения жесткости суппорта принимаем j/0=1500 мм. Получим: 6 = 38542 мм,а—2156,2 мм; р=2°40/30"; Y = 39'!48/30". По формулам (VI.6—VI.8) получим: для точкиЕД* = 91,9 мм; Ду—= 37,1 мм; для точки С Дх=68,05 мм; At/min=—42,05 мм; для точкиВ Ах=—98,9 мм, Дг/ = 187,96 мм. Промежуточные значенияАхи Дуполучим, задаваясь различными значениями <р в пределах ф=0-^3°35' с интервалом Дф=0°30'. На участкеАХВнет точки перегиба (она расположена значительно выше точкиВпри ф=18°35'), т. е. криваяAtBявляется плавно вогнутой. На участкеА,Екривая резко вогнутая с минимумом Ду.
Для
обеспечения процесса циклоидального
резания при качении дуги верхнего ножа
без скольжения по горизонтальному
нижнему ножу необходимо, чтобы внешний
привод ножниц точно воспроизводил
кривые ВАСЕ.
Применяемый на ножницах шатуно-экс-
центриковый привод, как известно, может
воспроизводить перемещение шарниров
А\
и
Ai
по
кривым, близким к косинусоидам.
С
целью наилучшего приближения радиальной
(косинусоидальной) кривой и кривой
перемещения точки (приводного шарнира)
А\
предлагается исключить участок подъема
кривой СЕ,
т. е. заканчивать качение дуги ножа в
точке С.
Это можно достигнуть при подборе
координат точки А\
таким образом, чтобы угол р положения
на суппорте точки Ау
был бы увеличен и равен максимальному
углу качения дуги ножа а, двумя способами:
(VI
.9)х0
при уо=const,
и
б) увеличением ординаты уо
при х0=
=
const, что
следует из формулы (при Р=а)
tg р = tg а = (R — уп).
Второй
способ является менее желательным, так
как повышение точки А\
повлечет за собой значительное
конструктивное увеличение высоты
суппорта и самих ножниц. Ниже рассмотрен
способ, когда xo^Rcc.
Пример
38, б. Ножницы того же назначения, что и
рассмотренные в примере 38, а, т. к. £ =
5000 мм. Принимаем радиус качения дуги
ножа /? = 50 м, при этом sin
а=0,05;
а=2°52'; /?а=2501 мм, средний угол резания
<хр«а/2~
1°20'; при у0=
=2000
мм
и
|3=а, согласно
формуле VI.9 Хо—2400 мм; 6=48060 мм,
у=39°48'30" (как в примере 38, а), а=3124,1 мм.
По
формулам (VI.6)—(V1.8)
находим
координаты: точки В
Лх=—104
мм, Ау=
=
180 мм; точки С Дх = 98 мм; Ду=—60
мм. Промежуточные значения определяем
для различных значений угла ф при
Дф=0°30'.
Из
рассмотрения рис. VI.6,6
следует,
что собственно резание качением
осуществляется дугами ножа D,0,
и
02D2,
т.
е. рабочими участками являются кривая
СА\
при перемещении правого шарнира суппорта
из точки С
в точку А,
(соответствующую среднему положению
дуги ножа) и кривая АгС
при перемещении левого шарнира из точки
А2
(также соответствующей среднему положению
дуги ножа), в точку С.
Отметим
следующее преимущество циклоидального
резания при р = а. Согласно формулам
(VI.6)
и
(VI.7)
отношение
ординат Ду
при ф=а (<5°) равно
![]()
Для
применяемых на практике значений р/а=2/3
и 3/4 получим бу=7
и 5, т. е. ординаты верхних участков кривых
значительно больше ординат АЕ
нижних участков кривых. Для предлагаемой
кривой резания при р = а получим: бу=3,
т. е. ассиметрич- ность ординат АВ
и АС
является минимальной, что позволяет
обеспечить большую точность
циклоидального резания при применении
различных механизмов привода перемещения
шарниров А
суппорта верхнего ножа.