

Влияние внешних зон
при горячей прокатке толстой полосы
Выше
было указано, что формулы (П.8),
\Н.9), (И.И) и (U.20)
идеального
и реального процессов прокатки
справедливы только для случаев прокатки
без натяжения широкой полосы, когда
///*<•,;> 1,
т. е. когда схема деформации металла
в валках является двухмерной (плоской)
и уширением можно пренебречь.
При
горячей прокатке весьма толстой полосы
(слитков, блюмов, слябов и заготовок)
с небольшими обжатиями, когда в первых
пропусках высота сечения металла больше
длины контакта (Л,РД>1),
коэффициент контактного трепня
оказывает небольшое влияние па среднее
давление (р.^ 0,4^-0,5),
в этом случае преимущественное влияние
оказывают так называемые внешние зоны
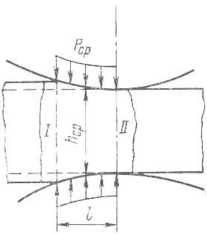
I и II деформируемого металла, расположенные
слева и справа от геометрической зоны
деформации I
(рис. 11.11,
а, б) п испытывающие внеконтактиые
напряжения и деформации.
При
прокатке весьма толстой полосы, когда
/*,.,,//> 1
(т.е. 1//гС\з<.1),
среднее
контактное давление с уменьшением
l/h,p
не
уменьшается (как рассмотрено выше для
случаев прокатки при l/hcv>-l),
а
увеличивается. Качественное изменение
(минимум) кривой PcP/k=f(l/hcр)
находится в интервале значений //Л{р
= 0,6ч-1,0
(рис. 11.11,
в).
На
основании экспериментальных данных
А. И. Целиков и В. В. Смирнов предложили
учитывать влияние внешних зон в области
/icp//;>
1
(//Лср<1) КОЭффшШСНТОМ //в.rj.
С
учетом последующих экспериментальных
данных для случая прокатки относительно
толстой полосы величину коэффициента
влияния внешних зон можно представить
формулой
4
^В.З — } hcpf I • (11,26)
 Рср/к
Рср/к
 I и
I и
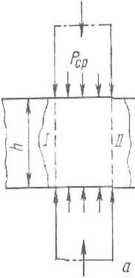
Рис. 11.11. Влияние внешних зон при деформации тонкой полосы при l/hc_ <1 (т. е. *ср^->^:
а — осадка металла: 6 — прокатка; в — кривые увеличения среднего давления (отношения р Gp//d) при //ft с„ - I
Таким
образом, согласно формуле (11.21), при
горячей прокатке весьма толстой
полосы, когда l/hcpCl
и
|x
= 0,4-f-0,5, среднее
контактное давление можно определять
по формуле
T = (,+ii)n->: (П-21а)
соответствующая
кривая показана в левой части на рис.
II.2,
где область влияния внешних зон при
l/hcР<С1
обозначена Б.З.
Для
определения давления с учетом влияния
внешних зон А, Д. Том- леновым предложена
теоретическая формула
pjk = 0,5 l/hcv + hjl (0,6 — 0,04/гср//). (11.216)
Расчеты
по этой формуле дают результаты, близкие
к экспериментальным данным (при (.1
= 0,5).
Давление на валки при прокатке сортовых профилей
При
горячей прокатке сортовых профилей
(круга, квадрата, рельсов, балок, швеллеров
и др.) возникают дополнительные силы
трения на боковых стенках калибров,
которые увеличивают давление па валки
и момент прокатки. Однако точно
учесть влияние этих дополнительных
сил трения, а также неравномерности
деформации металла в калибрах с помощью
теоретических формул не представляется
возможным; удовлетворительные
решения имеются только для случаев
прокатки в простых открытых калибрах
(квадратных, ромбических, овальных).
При определении давления па валки
для случаев прокатки сложных фланцевых
профилей (рельсов, балок) более
надежным является метод, основанный
на использовании экспериментальных
данных.
В
соответствии с этим методом давление
па валки можно представить в функции
так называемого коэффициента напряженного
состояния металла при прокатке в
калибрах (или коэффициента формы
калибра):
pjk ■ л„; и„ - я (у- + b -0&) > 1, (И .27)
Лер I
где
а
и b
—
коэффициенты, зависящие от формы
калибров; /гср—
средняя приведенная толщина полосы
в зоне деформации; I
— длина контакта металла с валком
(горизонтальная проекция дуги захвата).
Для
случаев прокатки, когда 1<//ЛСр<2,
можно рекомендовать следующие
значения коэффициентов а
и Ь:
а=0,5иЬ = \—прокатка простых профилей (узкая полоса, плоский овал), когда схема деформации приблизительно соответствует плоской (двухмерной);а =0,6и6=0,8—для овальных и круглых калибров;а =0,7 иЬ —0,5 — для квадратных и ромбических калибров;а = Ь=0,8 — для фасонных закрытых калибров;
эти
значения коэффициентов можно применять
во всех случаях, когда объемная схема
деформации значительно отличается от
плоской схемы деформации (т. е. когда
имеется свободное или стесненное ушире-
ние).
Для
случаев прокатки, когда //Аср>2,
можно считать, что схема деформации
металла в калибрах является плоской
(приближается к случаю прокатки
относительно широкой полосы) и коэффициент
напряженного состояния (формы
калибров) равен
пк
= 0,75 + 0,25l/hcv. (II.27а)
При
прокатке металла в калибрах условную
толщину полосы (заготовки, профиля)
определяют, исходя из начального F0
и конечного F\
поперечных
сечений полосы в данном проходе, т. е.
h0 ~ FJb$\ hi — F-Jby\ Ah — Hq h
Лср --= (A. + К)!2\ bcv = {b0 -h bx)/2.
Длина
контакта определяется по формуле /«]/
RAh,
где
R
—
радиус валка в данном калибре.
Общее
(полное) давление металла на валок
(усилие на валки при прокатке)
р
= Рс
р
/Ьср
=
Рс
V (11.276)
Рис.
11.12. Графическое определение площади
горизонтальной проекции поверхности
соприкосновения металла с нижним
валком при прокатке ромбической полосы
в квадратном калибре. Цифры показывают
последовательность построения
где
Fy<—контактная
площадь (горизонтальная проекция
поверхности соприкосновения
металла с валком).
В
случае затруднений при определении /
и Ьср
(например, при прокатке сложных
профилей) при пользовании формулой
(11.276) контактную площадь Fl{
рекомендуется
определять графическим способом. Для
этого калибр с металлом по правилам
начертательной геометрии вычер
чивают
на миллиметровой бумаге в трех проекциях
и по линии пересечения соответствующих
точек валка и металла определяют контур
горизонтальной поверхности контакта
металла с валком (рис. 11.12).
Момент
прокатки определяют по формуле (для
двух валков)
Mnv = 2PaK = 2P%l, (И.27в)
где
Tj)K=aK//
— коэффициент плеча ак
приложения равнодействующей Р
(усилия на валки) при прокатке в калибре.
Для
случаев прокатки простых профилей
(узкая полоса, плоский овал) i|),{
= 0,45-7-0,5.
Для
случаев прокатки более сложных и
фасонных профилей ввиду значительного
влияния дополнительных сил трения в
калибрах коэффициент имеет повышенные
значения. Можно принимать: при прокатке
в круглых и ромбических калибрах
i|)K=0,6-f-0,65;
при
прокатке в закрытых (фланцевых)
калибрах iJjk
= 0,65-^0,75.