

Влияние натяжения полосы при холодной прокатке
При холодной прокатке тонкой полосы применяют натяжение при входе полосы в валки (заднее натяжение) и при выходе ее из валков (переднее натяжение). Практикой установлено, что без значительного натяжения нельзя прокатать тонкую полосу и получить равномерную толщину ее по ширине и длине. Применение натяжения, кроме того, позволяет значительно уменьшить давление на валки при прокатке и способствует получению хорошего качества поверхности полосы.
Натяжение применяют и при горячей прокатке тонкой полосы, например, на непрерывных полосовых станах (натяжение между клетями стана с целью устранения образующейся петли), однако это натяжение незначительно и обычно в расчетах его не учитывают.
Холодную
прокатку топкой полосы осуществляют с
применением смазки, подаваемой на валки
и на полосу со стороны входа ее в валки,
поэтому коэффициент контактного трения
имеет небольшую величину (в зависимости
от качества смазки ju =
0,044-0,1). Согласно приведенному выше
анализу, при холодной прокатке тонкой
полосы по всей длине контактной
поверхности при этих значениях
коэффициента трения наблюдается
скольжение металла
относительно валков и
эпюра нормальных давлений
имеет пикообразную форму (см. рис. II.1),
соответствующую идеальному процессу
прокатки.
Ввиду
небольшой величины контактных сил
трения можно считать, что вертикальные
(рЛ\~
ov)
и горизонтальные нормальные
напряжения в объеме деформируемого
металла являются главными нормальными
напряжениями
оi
и а3, и поэтому для всей зоны
деформации справедливо уравнение
пластичности (II.3) в главных
напряжениях:
рх — ох = k\ px = k + ах.
При
прокатке без натяжения эпюра внутренних
напряжений сжатия Ох,
возникающих под действием контактных
сил трения, согласно уравнению
пластичности, подобна эпюре рх,
но ординаты ее меньше на величину k
(рис. II.7, я), т. е.
^х
Рх (II.За)
При
прокатке с натяжением к полосе
прикладываются внешние растягивающие
напряжения: во входном сечении А
— заднее удельное на-
Рис.
II.7. Эпюры распределения рх
и ах
по длине контакта при прокатке: а—без
натяжения полосы; б—
с натяжением полосы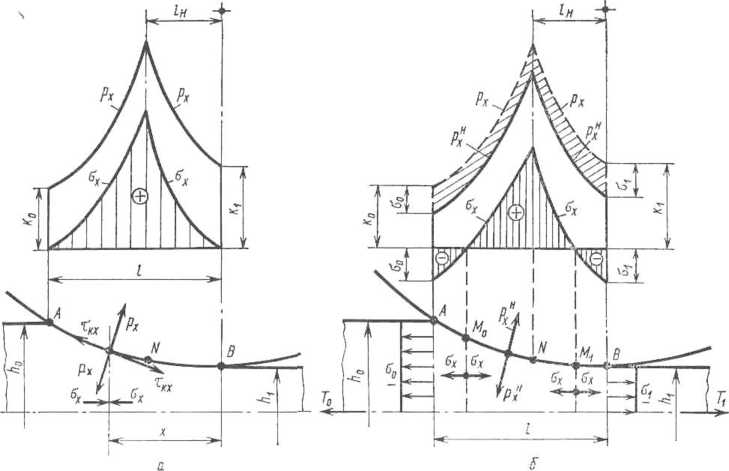
тяжение
о0; в выходном сечении В
— переднее удельное натяжение ац
эти
натяжения (растяжение) уменьшают
внутренние напряжения сжатия в металле
ах
вследствие уменьшения влияния подпирающих
контактных сил трения (рис. II.7, б).
При
прокатке без внешних натяжений во
входном А
и выходном В
сечениях,
очевидно, горизонтальные напряжения в
металле равны нулю (о.х~ол
= (Ув =
0),
что и было принято во внимание при выводе
уравнений (II.5) и (II.6)
для идеального процесса прокатки.
При
прокатке с приложением внешних
растягивающих напряжений (принятых
отрицательными) в сечениях А
и В
уравнение пластичности (II.3) имеет знак
«плюс» в левой части, так как здесь сгх
= лгд = —сг0
и <7л
=Оц
—
—<7|, Т. е.
рл = (— о0)=рА + о0 = 6; P3-(-°l) = pB-t-<J,"=i- <Н.Зб>
При
холодной прокатке происходит упрочнение
металла з зоне деформации (наклеп),
т. е. с возрастанием степени деформации
от сечения А
к сечению В
соответственно возрастает предел
текучести сгт.
Для
того чтобы учесть в дальнейшем влияние
упрочнения (наклепа) на увеличение
давления металла на валки при прокатке
рх,
введем коэффициент упрочнения £:
L. ki/k0 — Orjo-f., 1,
где От. — предел текучести материала полосы до прокатки (с учетом предшествующего упрочнения в предыдущих проходах при прокатке в
несколько пропусков); стт, —то же, после прокатки в данном проходе металла через валки.
Соответствующие значения ат в зависимости от степени деформации приведены на рис. 1.15. Возвращаясь к выводу уравнений (П.о), (II.0), получим:
![]() а) для
зоны отставания (дуга Л/V),
согласно уравнению (11.3), р.* =
а) для
зоны отставания (дуга Л/V),
согласно уравнению (11.3), р.* = —pA=k0—;оо>
поэтому С0
= 1п(/г0—сто)
+2j.i{Ifho)
и давление рх
с
учетом внешнего натяжения cry
равно
(II.5а)
![]() б) для
зоны опережения (дуга
б) для
зоны опережения (дуга BN),
согласно уравнению (II.3), при
*=0
px=pu
— k\—ст|,
поэтому Ct
= ln(|^o—о\)
и давление р" с учетом внешнего
натяжения oi равно
(II.6а)
tn0 2 u///i0; тх 2(ui//i1.
Согласно полученным уравнениям (11.5а), (11.6а), от сечения входа
(где
р"=р.л=/г0—а0)
и от сечения выхода (где р" =рв
= кi—а,)
давл
ние
металла на валки р" с учетом натяжений
ао и oi по направлению к
нейтральному сечению
возрастает по экспоненциальным кривым
(см. рнс. 11.7,6), аналогичным соответствующим
кривым для случая прокатки без натяжения
(см. рис. II.I),
по с меньшими ординатами. Очевидно,
что давление при прокатке полосы с
натяжением р" значительно меньше,
чем при прокатке без натяжения рх.
Так как xH<il/2,
то заднее натяжение ао оказывает
влияние на участке больше //2,
т. е. заднее натяжение больше снижает
полное давление Р, чем переднее натяжение
0|.
![]() При
обжатии е-<0,4 и упрочнен им £<1,2
можно принимать
При
обжатии е-<0,4 и упрочнен им £<1,2
можно принимать
![]()
(11.23)
Pep — Pci) ^<1 — Pep (I °ср' ^с1>)»
где
рСр
— среднее давление при прокатке без
натяжения; определяют по формулам
(11.9), (П.11) или но кривым на рис. 11.3; а(р—
среднее на- тяжсиие полосы, равное
(a0+<Ti)/2;
кср—
средняя константа уравнения пластичности,
равная (A’o4-/?i)/2 = 1,15 ат.ср
(здесь ат.сР= (аг0
+ cft,)/2—
средний предел текучести металла полосы,
упрочняющегося при прокатке).
Из
рассмотрения формулы (П.23) следует, что
при больших натяжениях полосы давление
металла на валки при прокатке значительно
меньше, чем в случае прокатки без
натяжения. Так, например, при аср=
= 0,6 (&Ср)~0,7 ат.ср получим
na
—1—0,6 = 0,4 и р"р = 0,4 р(р,
т. е. среднее давление при прокатке с
таким натяжением в 2,5 раза меньше, чем
при прокатке этой же полосы без натяжения.
Этот пример показывает, что применение
больших натяжении при холодной прокатке
полисы является весьма
желательным.
Практически по избежание частых разрывов полосы, которые могут происходить в процессе прокатки из-за мелких трещин (концентраторов напряжений), имеющихся на кромках полосы, натяжение при прокатке применяют в пределах ас.р= (0,3ч-0,6)£гр« (0,35-^0,7)ат.еР. При этом для получения лучшего качества поверхности готовой полосы, во избежание пробуксовки и уменьшения момента прокатки па валках (см. ниже) обычно переднее удельное натяжение полосы принимают несколько больше заднего (т. е. ai>a0).