

13. Посадки деталей (виды соединений, обозначение)
Посадка – характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов.
Зазор – если размер отверстия больше размера вала.
Натяг – если размер вала больше размера отверстия.
Системы:
В системе отверстия различные зазоры и натяги, которые получаются вследствие изменения отклонений вала при неизменном отклонении Н основного отверстия.
В системе вала неизменным является вал с отклонением h, а различные посадки образуются в результате изменения отклонений отверстий.
В зависимости от сочетания полей допусков отверстия и вала различают посадки:
С зазором, при которых обеспечивается зазор в соединении;
С натягом, при которых обеспечивается натяг в соединении
Переходные, при которых возможно получение в зависимости от действительного размера как зазора, так и натяга.
Посадки с зазором предназначены для подвижных соединений. В системе отверстия это основные отклонения вала от а до h; в системе вала – отклонения отверстия от А до Н.
Посадки с натягом применяются для неподвижных, как правило, неразъемных соединений без дополнительного крепления деталей. В системе отверстия - отклонения вала от p до z; в системе вала – отклонения отверстия от P до Z.
Переходные посадки предназначены для получения неподвижных соединений, которые по условиям эксплуатации подлежат периодической разборке и сборке. В системе отверстия – основные отклонения j, k, m, n; в системе вала – J, K, M, N.
14. Шероховатость поверхности (параметры, обозначение)
Шероховатость–совокупность микронеровностей поверхности. Они влияют на износ, на прочность при действии переменных нагрузок, на прочность посадок с натягом. Измерения проводят на участке – базовой длине Lб =0,8…8 мм.
Ra-
среднее арифметическое отклонение
профиля; yi
- величина
отклонения i-ой
точки профиля от средней линии 
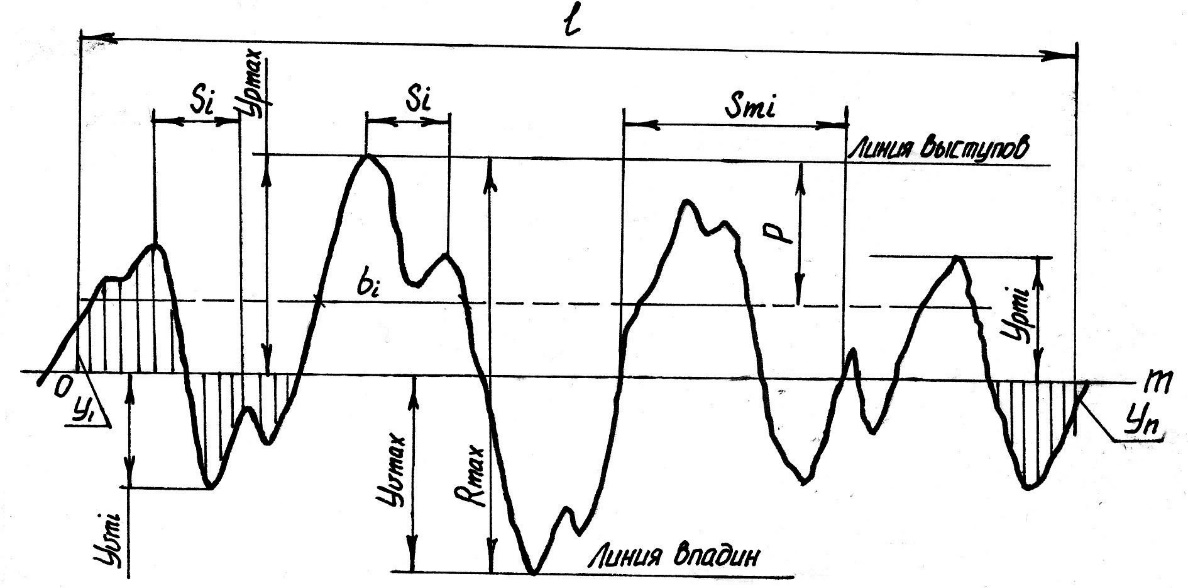
Rz - высота неровностей профиля по десяти точкам.(берутся 5 наиб. высоких выступов и 5 наиб. глубоких впадин) Ypmi -высота i-ого наибольшего выступа профиля. Yvmi- глубина i-го наибольшей впадины профиля.
![]()
Rmax - наибольшая высота профиля – расстояние между линией выступов и линией впадин профиля в пределах базовой длины; Sm - средний шаг неровностей профиля.
Smi – шаг неровностей, под которым понимается длина i-го отрезка средней линии, ограниченного точками ее пересечения с двумя соседними одноименными сторонами неровностей.

![]() С
С![]()
![]() редний
шаг местных выступов S
профиля-
среднее значение шага
местных выступов профиля Si
в пределах базовой
длины (формула как у Sm
тока без m).
Стандартом устанавливаются
для обозначения шероховатости три
знака, над которыми указываются значения
параметров шероховатости. Знак
применяется в случаях, когда конструктор
не оговаривает вид обработки поверхности,
этот способ обозначения предпочтителен.
Знаком обозначают шероховатость
поверхности, которая должна быть получена
удалением материала, например, точением,
фрезерованием, травлением. Знак
применяют в случае, когда шероховатость
поверхности должна быть получена без
удаления материала, например, литьём,
ковкой, волочением.
редний
шаг местных выступов S
профиля-
среднее значение шага
местных выступов профиля Si
в пределах базовой
длины (формула как у Sm
тока без m).
Стандартом устанавливаются
для обозначения шероховатости три
знака, над которыми указываются значения
параметров шероховатости. Знак
применяется в случаях, когда конструктор
не оговаривает вид обработки поверхности,
этот способ обозначения предпочтителен.
Знаком обозначают шероховатость
поверхности, которая должна быть получена
удалением материала, например, точением,
фрезерованием, травлением. Знак
применяют в случае, когда шероховатость
поверхности должна быть получена без
удаления материала, например, литьём,
ковкой, волочением.
 Обозначение
шероховатости, одинаковой для всех или
части поверхностей, указывают в
правом верхнем углу чертежа. Предпочтительно
нормировать параметр Ra,
который более точно, по сравнению с Rz
и Rmax,
отражает отклонения профиля, так как
определяется по значительному числу
точек. Наибольшие значения Ra
и Rz
могут быть выражены
через допуск Tp
размера с помощью
соотношений Ra
≤ (0,025 … 0,05) Тр;
Rz
≤ (0,1 … 0,2) Тр
Обозначение
шероховатости, одинаковой для всех или
части поверхностей, указывают в
правом верхнем углу чертежа. Предпочтительно
нормировать параметр Ra,
который более точно, по сравнению с Rz
и Rmax,
отражает отклонения профиля, так как
определяется по значительному числу
точек. Наибольшие значения Ra
и Rz
могут быть выражены
через допуск Tp
размера с помощью
соотношений Ra
≤ (0,025 … 0,05) Тр;
Rz
≤ (0,1 … 0,2) Тр