18. Виды сварных соединений.
В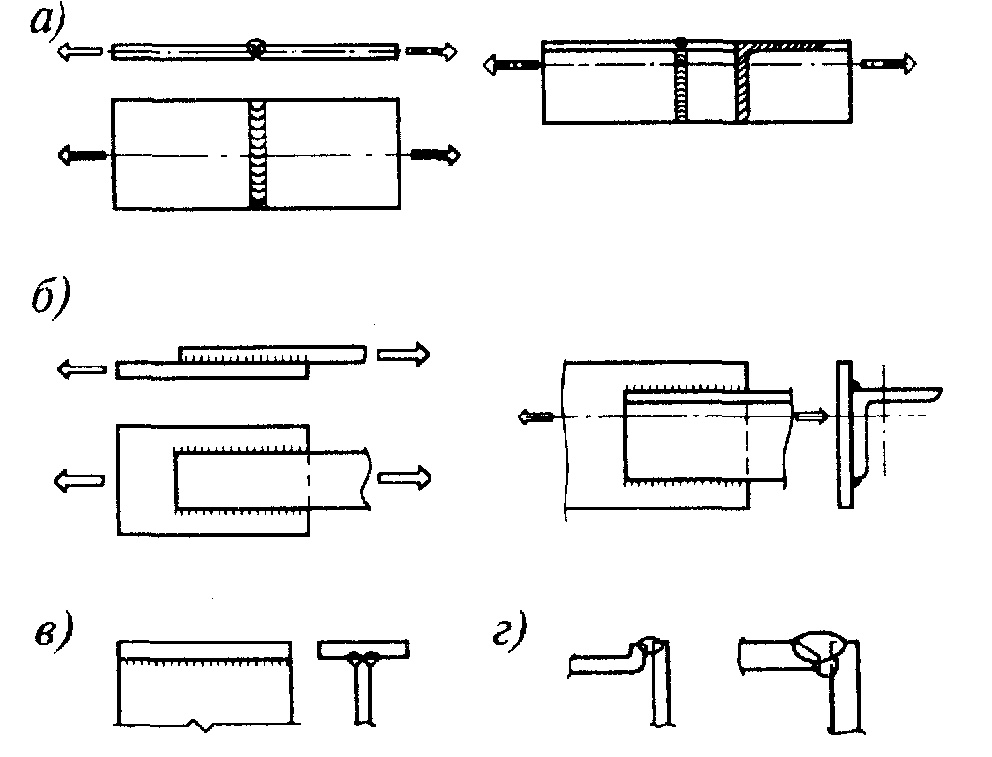 ид
сварного соединения определяется
взаимным расположением свариваемых
элементов.
ид
сварного соединения определяется
взаимным расположением свариваемых
элементов.
Различают:
- стыковые;
- угловые;
- тавровые;
- нахлесточные соединения.
Типы сварных соединений
а) стыковые;
б)нахлесточные;
в) угловые;
г) тавровые
Стыковые соединения наиболее рациональны по расходу присадочного металла и удобны для контроля качества сварного шва.
Для обеспечения равномерного сквозного проплавления выбирают рациональную форму подготовки кромок.
Разделку кромок применяют в том случае, когда односторонняя или двусторонняя сварка не позволяет обеспечить полный провар.
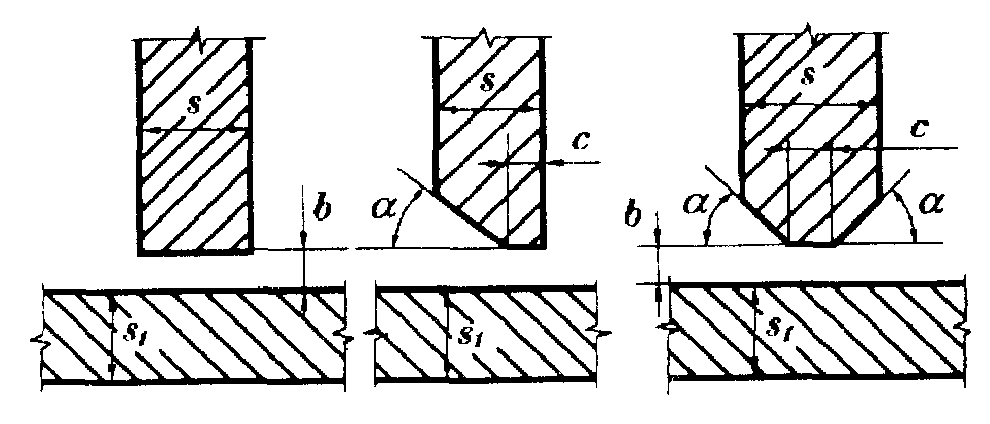
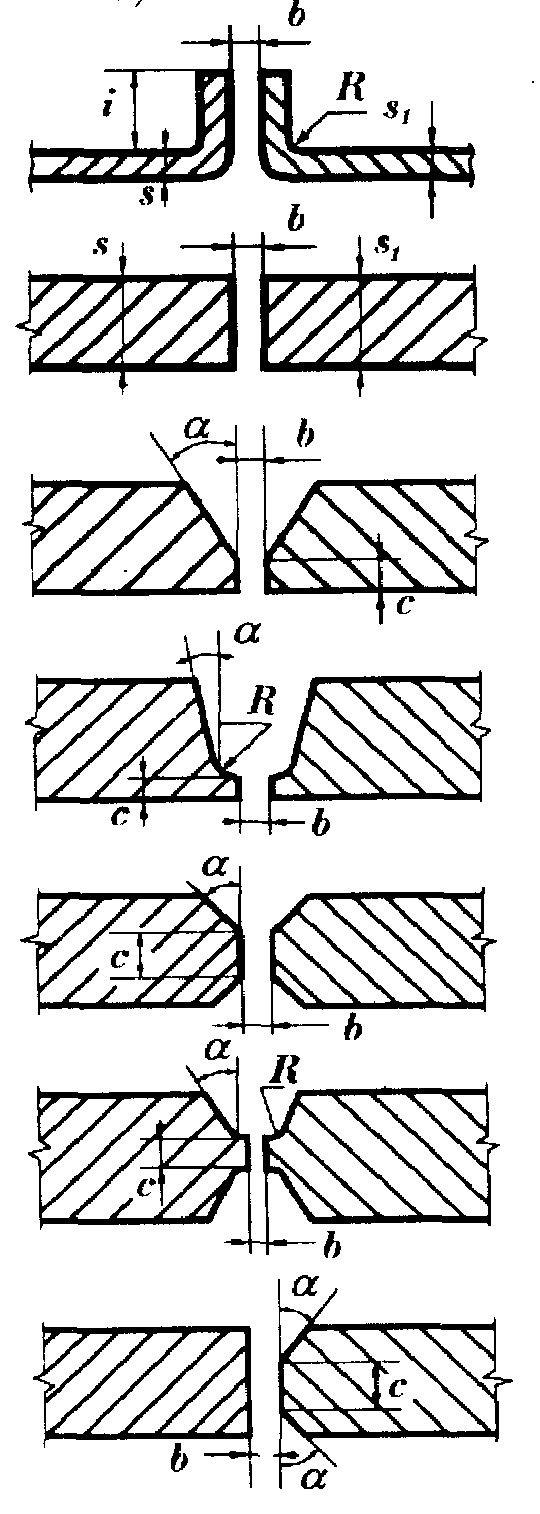
Форма подготовки кромок свариваемых элементов
 с
отбортовкой кромок
с
отбортовкой кромок
без разделки кромок
V – образная
U – образная
X - образная.
Х - образная
К - образная
Нахлесточные соединения просты в сборке, обеспечивают возможность подгонки размеров за счет регулирования величины нахлестки, не требуют подготовки кромок. Недостатками нахлесточных соединений являются изменение направления силового потока и возможность образования щели между элементами.
Угловые и тавровые соединения применяют при изготовлении сварных стержней (двутавров, швеллеров) и других конструктивных элементов.
Для качественного выполнения сварного шва предусматривают различные формы подготовки кромок.
19. Типы сварных швов.
Классификация сварных швов производится в зависимости от условий изготовления
и эксплуатации сварных конструкций
1. По форме поперечного сечения швы подразделяют на стыковые и угловые.
2. По форме разделки кромок свариваемых элементов швы подразделяются на: - без разделки ; V - образные; U - образные; К - образные; Х-образные.
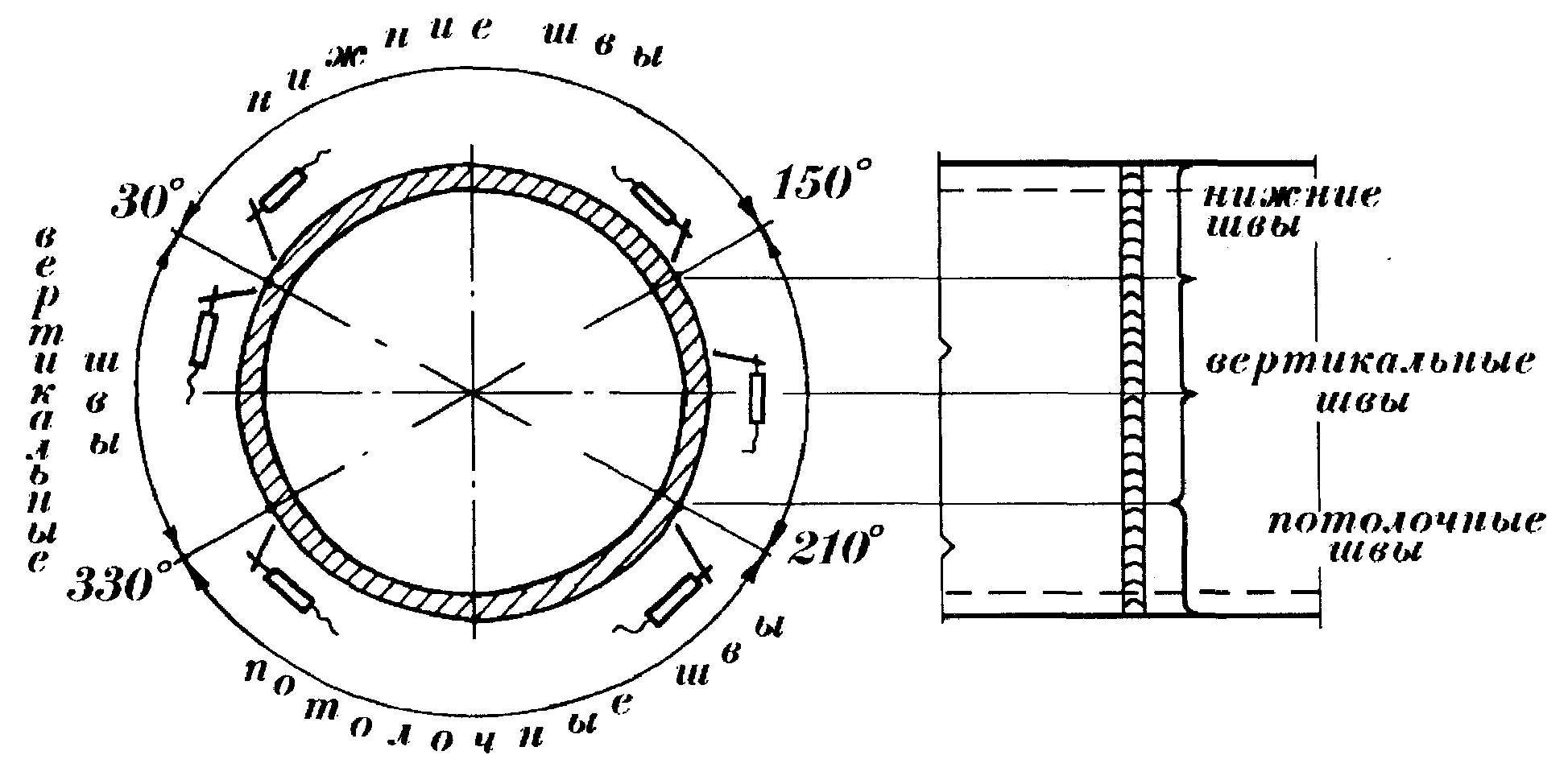
3. По положению в пространстве швы в момент их выполнения подразделяют на:
нижние,
вертикальные,
горизонтальные,
потолочные
Классификация сварных швов по положению в пространстве.
4. По протяженности швы бывают сплошные и прерывистые.
Прерывистые швы применяют в тех случаях, когда сплошные швы являются слабонагруженными или в соединениях не требуется создание герметичности.
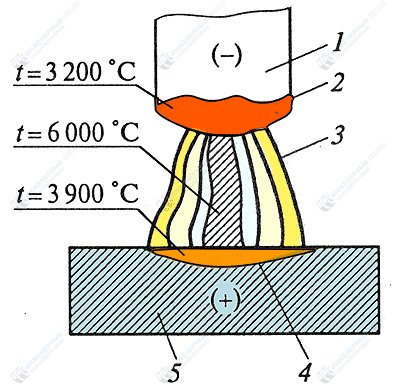
20. Сварочная дуга. Процессы. Классификация дуги. Параметры дуги.
Сварочная дуга состоит из катодного пятна 2, которое образуется на электроде 1, столба дуги 3, анодного пятна 4, образующегося на аноде (изделие5)
Катодом является плавящийся электрод, анодом-свариваемая заготовка. При обратной полярности катодом является изделие, а анодом электрод.
Применяется также дуга переменной полярности ( при использовании переменного тока).
Полная тепловая мощность дуги Q (Вт) определяется по формуле:
Q= K*Icb*Ug , где Icb – сила сварочного тока, А
Ug – напряжение дуги, В
К – коэффициент, учитывающий потери тепла при использовании различных способов сварки, типов электродов и т.д. (К=0,9-0,5)
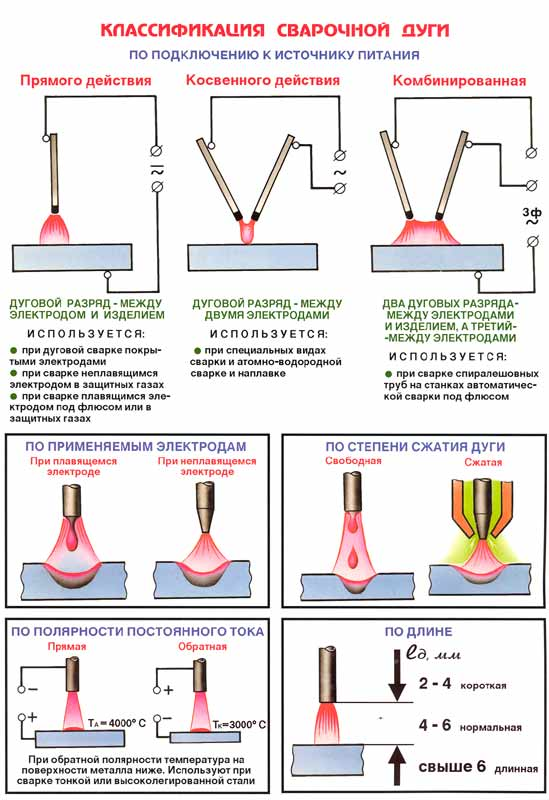

Схема сварочной дуги