

16. Виды сварки и их характеристика.
Электродуговые виды сварки плавящимся электродом:
- ручная -это сварка покрытым металлическим электродом. Является наиболее старой и универсальной технологией дуговой сварки.
- механизированная (полуавтоматическая) - дуговая сварка автоматически подающимся проволочным электродом (проволокой) в среде защитного газа, механизирована только подача проволоки, а дугу перемещают вручную.
- автоматическая - дуговая электросварка, в которой основные операции — подача электрода в дугу и перемещение дуги по линии сварки — механизированы.
Контактная сварка
Контактная сварка является сваркой давлением,
основана на нагреве и пластическом деформировании соединяемых элементов.
Нагрев металла осуществляется электрическим током, проходящим через детали, находящиеся в плотном контакте.
При изготовлении строительных стальных конструкций используют три вида контактной сварки:
точечную;
шовную;
стыковую.
Контактную точечную сварку используют для выполнения нахлесточных соединений стальных решетчатых конструкций.
Шовная сварка позволяет получать плотнопрочные швы при изготовлении конструкций из тонколистовой стали.
Стыковая сварка находит применение при соединении труб, стержневых элементов профильного металлопроката большого поперечного сечения (до 1000 см2).
17. Материалы для электродуговой ручной, автоматической и механизированной сварки.
Ручная сварка плавящимся электродом
Электроды по ГОСТ 9467-75* подразделяют на типы и марки.
Тип электрода определяет прочность металла шва в кН/см2
Пример обозначения - Э42 или Э42А
u > 42 кН/см2 , буква А означает повышенные пластические свойства металла шва.
Электрод выбирают в зависимости от марки стали свариваемых элементов.
Марка электрода определяется составом защитной обмазки.
Марка выбирается в зависимости от:
рода сварочного тока (переменный или постоянный);
пространственного положения шва
Автоматическая сварка под слоем флюса
Для сварки используют:
- стальную сварочную проволоку сплошного сечения из низколегированных сталей и различные флюсы;
- порошковую проволоку.
Пример обозначения сварочной проволоки:
Св-10НМА
Св - сварочная,
10НМ - химический состав (никель (Н), молибден (М)),
буква А указывает на повышенную чистоту металла по сере и фосфору.
Выбор сварочной проволоки и флюса для автоматической сварки производят в зависимости от группы конструкций, стали и климатического района, в котором конструкция эксплуатируется.
Механизированная (полуавтоматическая) сварка выполняют электродной проволокой с газовой защитой сварочной ванны от азота воздуха или порошковой проволокой.
Для защиты сварочной ванны при сварке малоуглеродистых и низколегированных сталей используют углекислый газ с содержанием СО2>99,5...99,0 %, водяных паров < 0,17...0,5 г/м3.
Раскислители и легирующие элементы вводят в металл сварочной ванны за счет сварочной проволоки.
Сечения порошковой проволоки и ленты:
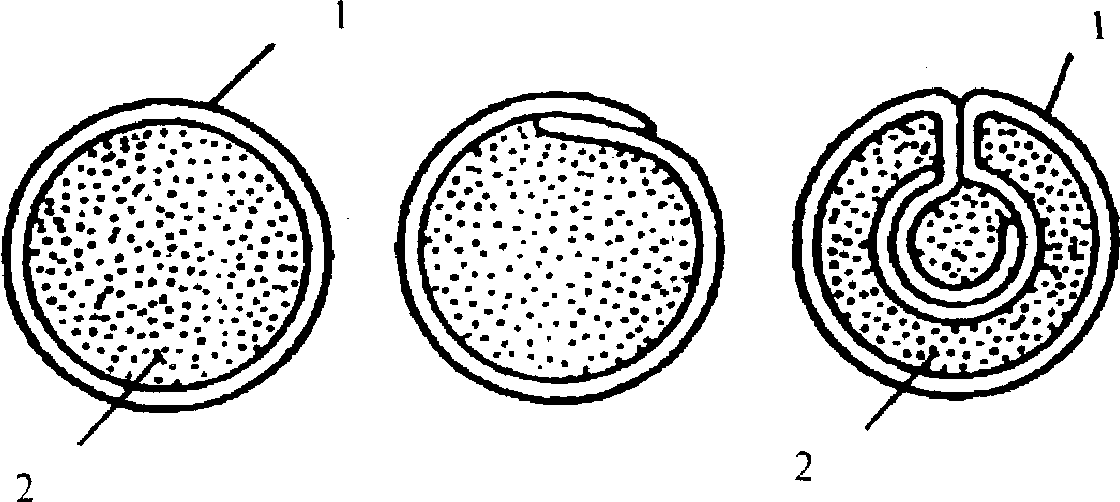
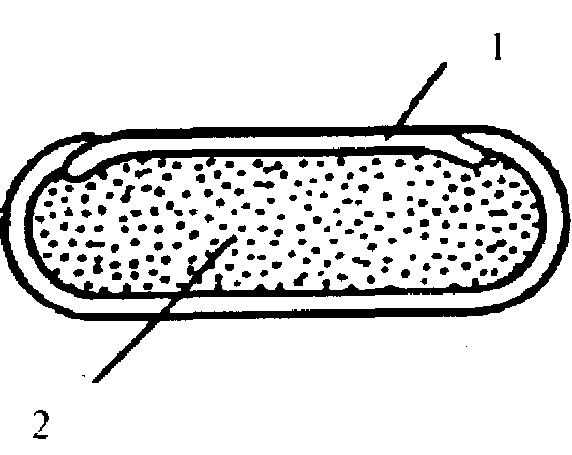
1 - стальная оболочка; 2 - шихта
Для защиты сварочной ванны и упрощения состава шихты используют порошковую проволоку с дополнительной защитой металла шва углекислым газом.
Проволоки, не требующие дополнительной защиты зоны сварки углекислым газом, называют самозащитными.