

21. Вольтамперные характеристики дуги и источников питания. Причины отклонения дуги. Регулирование сварочного тока.
Источники питания сварочной дуги. Существует несколько видов источников питания сварочной дуги – трансформаторы, выпрямители, инверторы.
Сварочный инвертор- это один из основных видов источника питания сварочной дуги. Основной принцип всех сварочных инверторов – обеспечивать стабильное горение сварочной дуги и ее быстрый поджиг. Инверторный сварочный аппарат появился в 20 веке и стал одним из самых популярных аппаратов.
Однопостовым сварочным генератором, называется генератор постоянного тока с падающими или крутопадающими внешними характеристиками, предназначен. Для питания одной сварочной дуги.
Сварочные выпрямители – это аппарат, преобразующий переменный ток сети в постоянный ток для сварки.
Виды сварочных выпрямителей. В зависимости от конструкции силовой части сварочные выпрямители подразделяют на след. виды:
регулируемые трансформатором
с дросселем насыщения
тиристорные
с транзисторным регулятором
инверторные
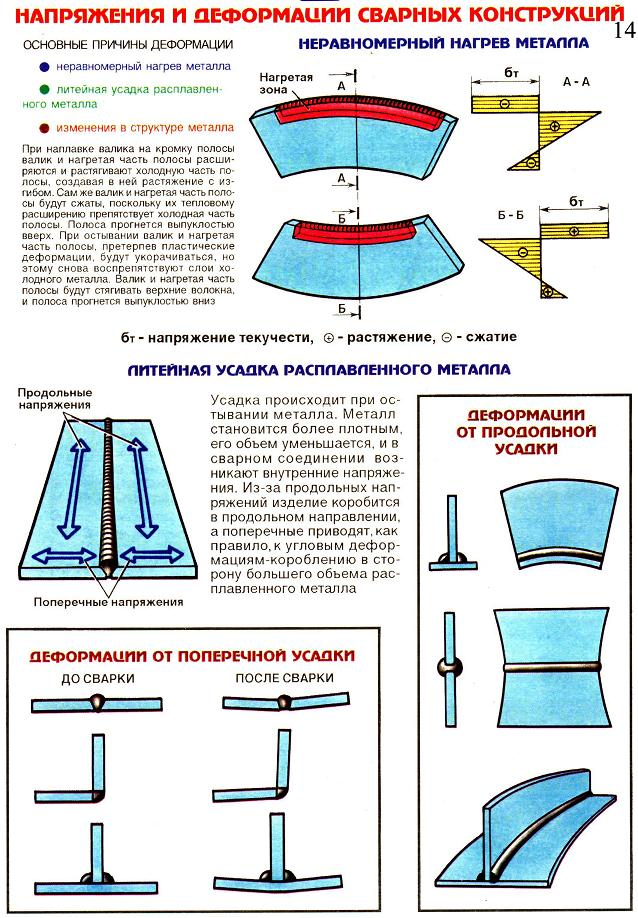
22. Характеристики участков сварного шва. Напряжения и деформации сварных конструкций. Свариваемость.
Свариваемость – способность металлов образовывать качественное сварное соединение, удовлетворяющее эксплуатационным требованиям.
Сэк= С + Mn/6 + Si/24 + Ni/10 + Cr/5 + Mo/4 + V/14 , где
С- содержание углерода, % Mn, Cr – содержание легирующих элементов, %
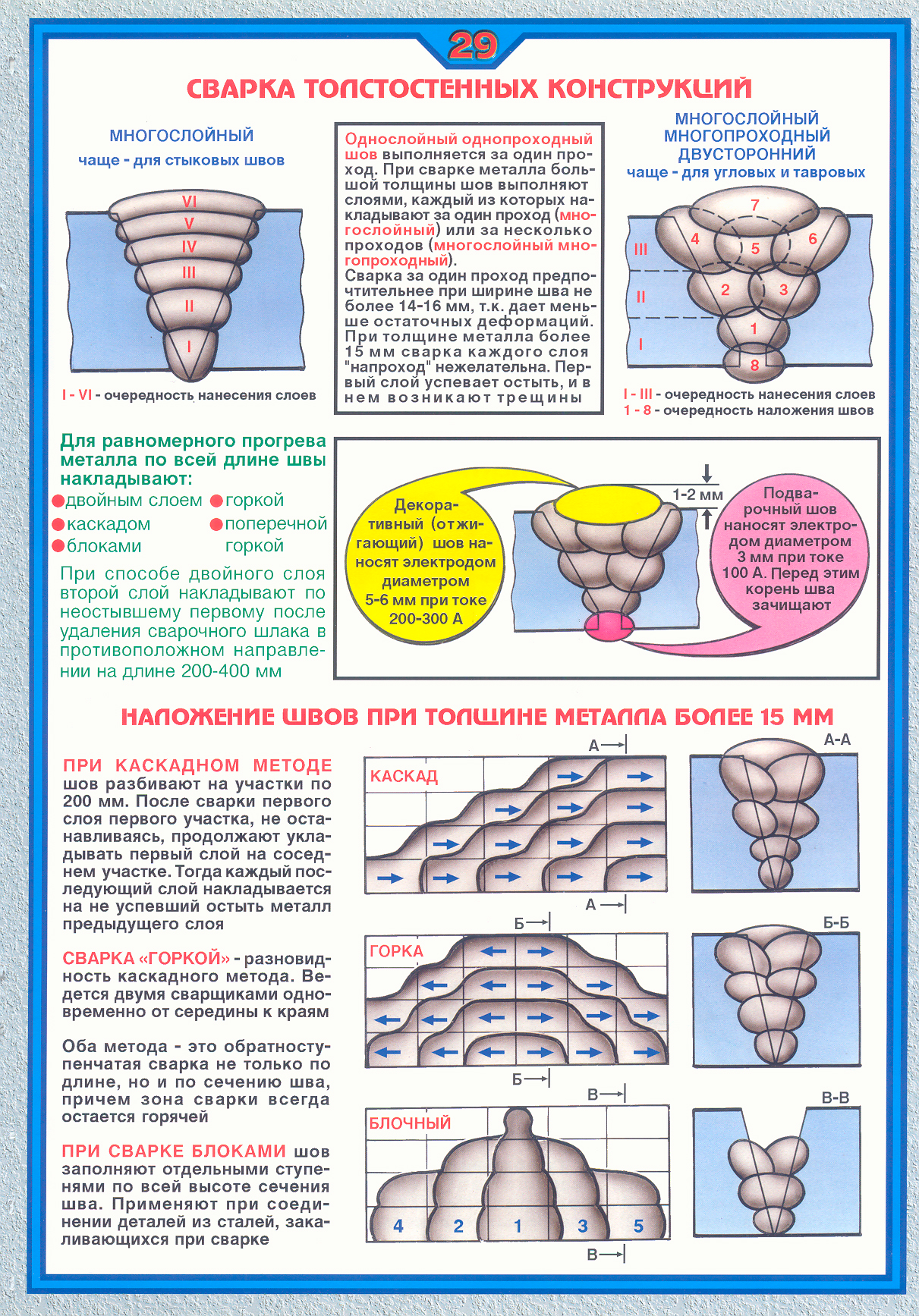
23. Основные понятия, способы и технология выполнения сварных швов ручной электродуговой сваркой. Сварка толстостенных конструкций. Режимы сварки низкоуглеродистых сталей.

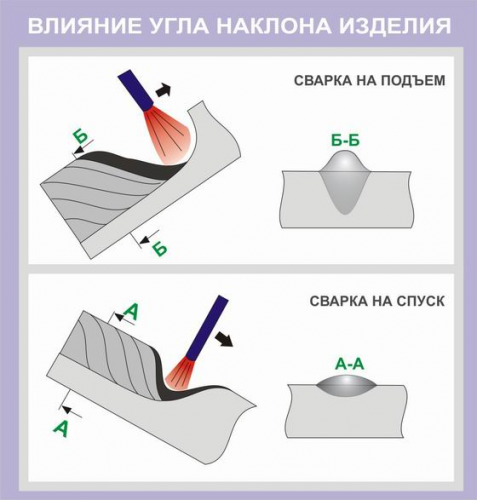
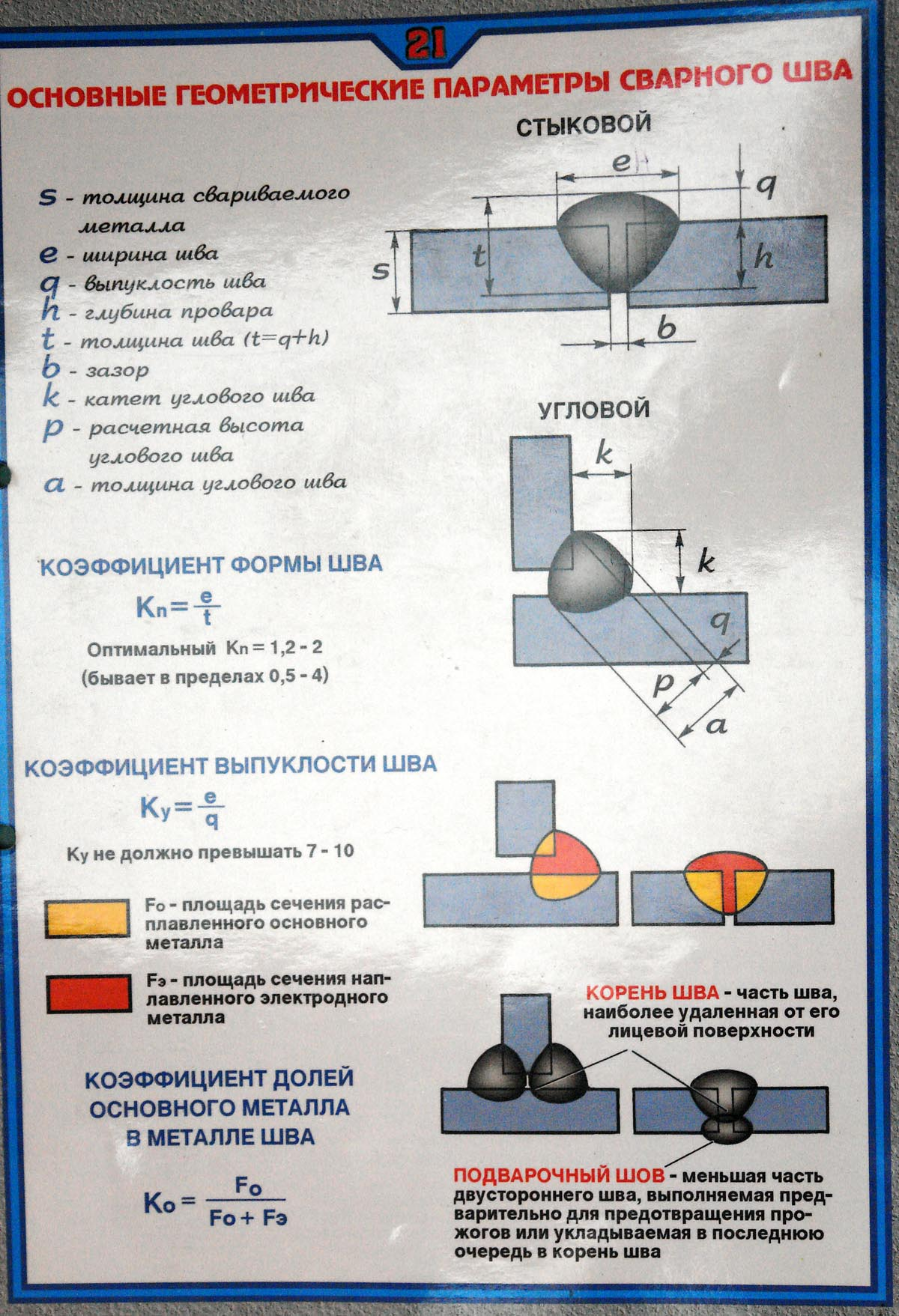
В первом случае – глубина провара уменьшается, ширина шва увеличивается
Во втором случае – глубина провара увеличивается, ширина шва уменьшается.
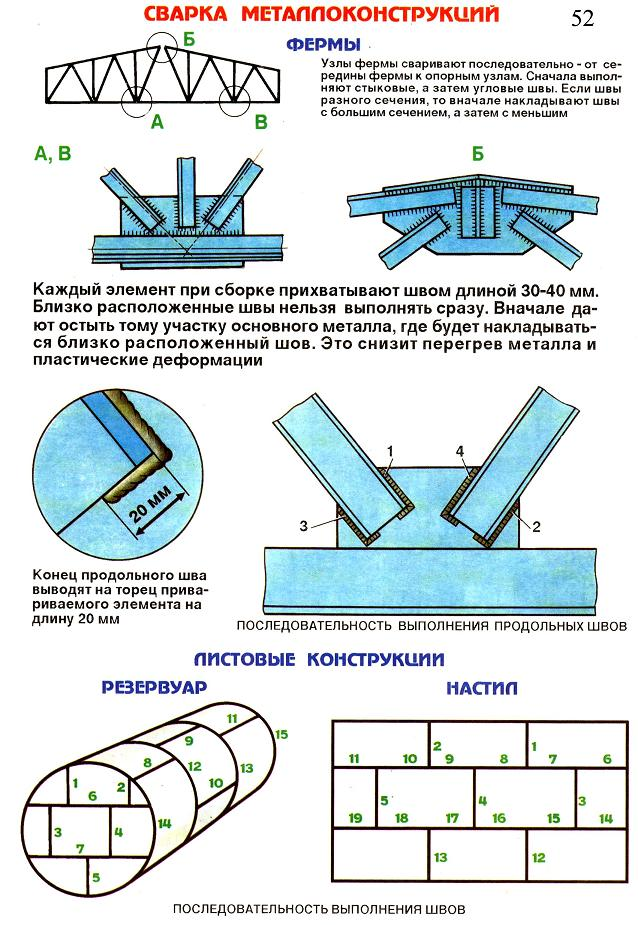
24. Последовательность выполнения сварных швов при сварке металлических конструкций (балки, стойки, стропильные фермы, листовые конструкции).
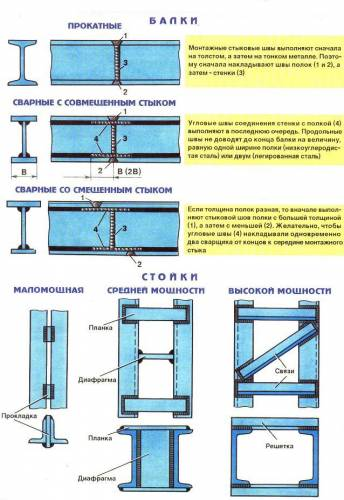
Балки : 1. монтажные стыковые швы выполняются сначала на толстом, а затем на тонком металле. Поэтому сначала накладывают швы полок (1и2), а затем – стенки (3)
Угловые швы соединения стенки с полкой (4) выполняют в последнюю очередь. Продольные швы не доводят до конца балки на величину, равную одной ширине полки ( низкоуглеродистая сталь) или двум (легированная сталь).
Если толщина полок равная, то вначале выполняют стыковой шов полки с больший толщиной (1), а затем с меньшей (2). Желательно, чтобы угловые швы (4) накладывают одновременно два сварщика от концов к середине монтажного стыка.
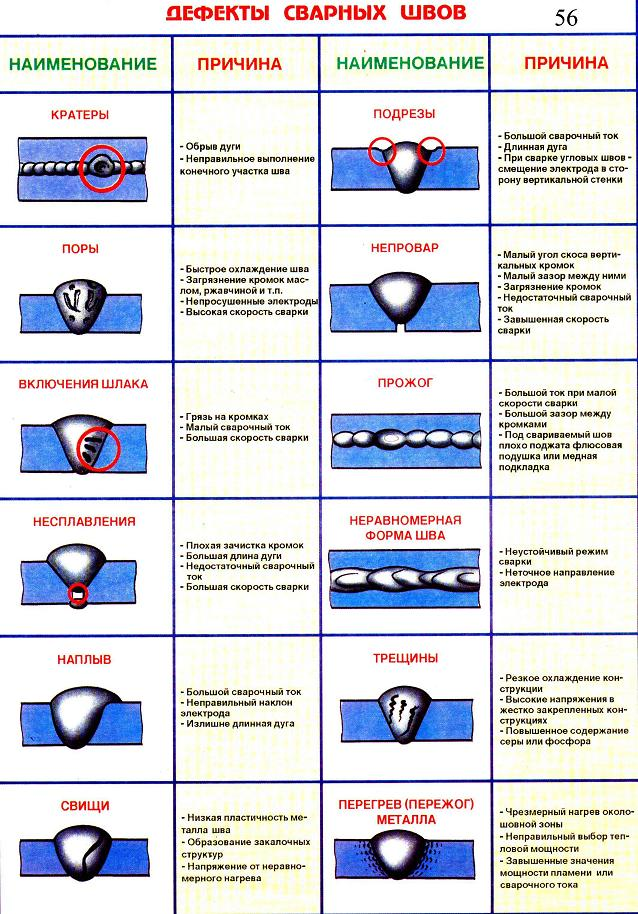
25. Дефекты сварных швов.
26. Работа и расчет соединения стыковых швов.
Р аспределение
напряжений по поперечному сечению
стыковых швов,
не имеющих внутренних дефектов
(непроваров, трещин, пор, шлаковых
включений), при действии продольной
силы Р является
равномерным
аспределение
напряжений по поперечному сечению
стыковых швов,
не имеющих внутренних дефектов
(непроваров, трещин, пор, шлаковых
включений), при действии продольной
силы Р является
равномерным
где L – расчетная длина шва; s – толщина соединяемой полосы.
Источники концентрации напряжений в стыковых швах
Концентрация напряжений зависит от:
1. Высоты усиления шва d и радиуса перехода r
2. Смещения кромок соединяемых деталей
3. Наличия непроваров, трещин, пор, шлаковых включений
Основные формулы для расчета стыковых швов
|
tmin – наименьшая толщина соединяемых элементов |
 ;
;
где N - внешнее усилие, приложенное к соединению;
tmin - расчетная толщина шва, равная толщине наиболее тонкого из соединяемых элементов (местное утолщение сварного шва d в расчет не принимают).
Е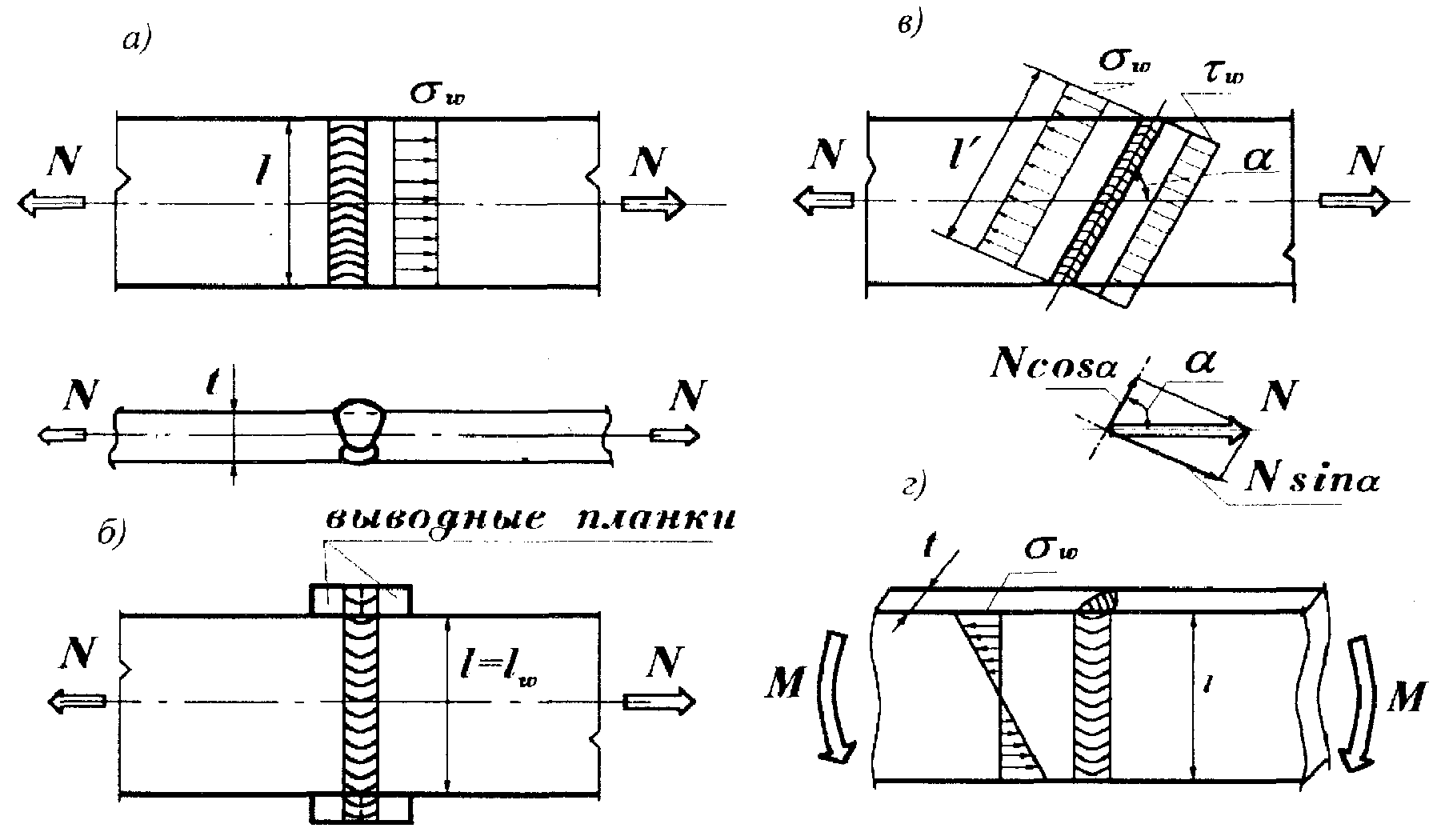 сли
невозможно обеспечить полный провар
по толщине свариваемых деталей путем
подварки корня шва, принимают = tmin
= 0,7 t
сли
невозможно обеспечить полный провар
по толщине свариваемых деталей путем
подварки корня шва, принимают = tmin
= 0,7 t
gс - коэффициент условий работы;
Lw - расчетная длина сварного шва
c применением выводных планок Lw = L
2) без выводных планок Lw = L – 2t
Rwy - расчетное сопротивление сварного стыкового шва при сжатии и растяжении
1) Rwy=Ry - если применяют физические методы контроля качества сварного шва, позволяющие обнаружить внутренние дефекты в шве,
где Ry - расчетное сопротивление основного металла наиболее толстого из свариваемых элементов;
2) Rwy =0,85Ry - если контроль качества шва, работающего на растяжение, не используют;
Rws - расчетное сопротивление стыкового шва срезу принимают равным расчетному сопротивлению срезу Rs основного металла