

8. Волоконно-оптические соединения. Причины потерь.
По числу одновременно соединяемых ОВ соединители разделяются на соединители отдельных волокон и многоволоконные соединители; по виду соединения - на неразъемные соединения (сращивания) и разъемные соединения (разъемы). Сращивания предназначены для постоянного соединения строительных длин кабеля (или соединения ОВ в местах обрыва) в полевых условиях. Разъемы, как правило, используются для присоединения ОВ к оконечной или промежуточной аппаратуре, а также могут использоваться для соединения ОВ в контрольных точках.
При соединении волокон возникают оптические потери. Их величина определяется соотношением
![]() ,
,
Внешние потери зависят от технологии изготовления соединения. К ним относятся: качество торцов соединяемых ОВ, френелевское отражение, разнесение торцов ОВ, наклон осей ОВ, смещение осей ОВ (рис.5.15). Для обеспечения малых потерь торцы соединяемых ОВ должны быть идеально гладкими, плоскими и перпендикулярными оси волокна. Для обеспечения этих требований имеются два вида обработки - полировка и скалывание.
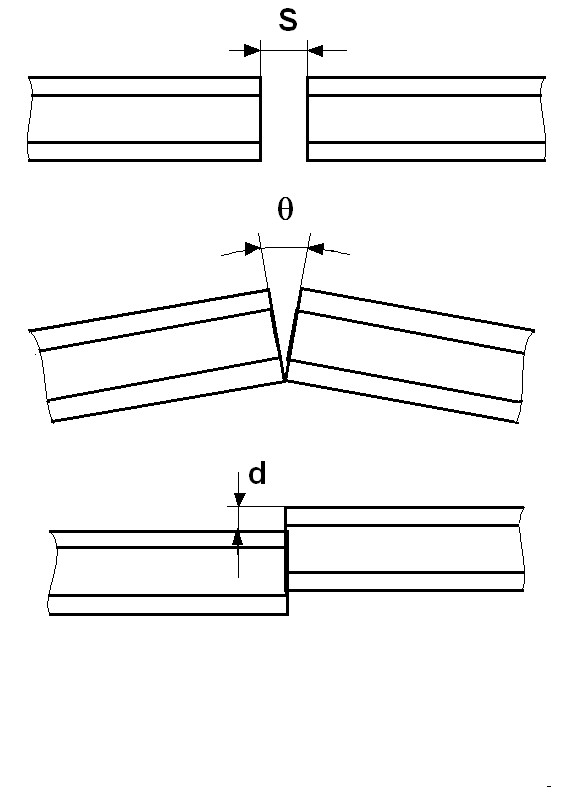
Рис.5.15 Геометрическое рассогласование в соединениях
Оптические потери в разъемах, вызваны, в основном, потерями на рассеяние излучения, возникающее как из-за геометрического рассогласования торцов волокон, так и качества их обработки. Типичная величина потерь в многомодовых разъемах - 0.2…. 0.3 дБ, в одномодовых - 0.5 дБ.
9. Разъемные и неразъемные соединения.
Основные параметры.
Наиболее широкое распространение получили соединители типов SC, ST и FC (рис. 5.16).
Стандарт SC. Соединитель SC (рис.5.17а), считается самым перспективным, и применяется практически во всех разновидностях ВОСП. Прямоугольная форма с малыми размерами обеспечивают высокую компактность соединителя SC. Конструкция - защелка с фиксатором (push-pull) - обеспечивает простое подключение и большую концентрацию соединителей на оптических панелях. Соединитель SC выпускается как на многомодовое (ММ), так и на одномодовое (SM) волокно
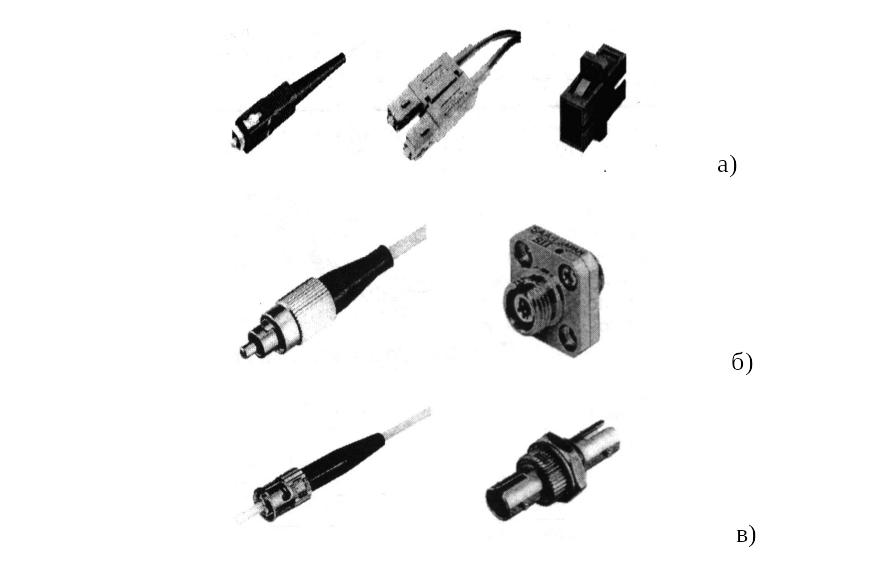
Рис.5.17. Разъемные соединители.
Стандарт FC. Резьбовой соединитель FC (рис. 5.17б) преимущественно используется с одномодовым волокном. Его оптические характеристики такие же, как у SC. Однако, из-за резьбовой конструкции он менее удобен и менее компактен, чем SC. В частности он не имеет дуплексного исполнения.
Стандарт ST.Основная область применения соединителя ST (рис. 5.17 в) - сети передачи данных, в особенности локальные сети. Соединители ST выпускаются как на многомодовое, так и на одномодовое волокно. Они имеют круглое поперечное сечение, подпружиненный наконечник, байонетный тип фиксации с ключом.
Основные параметры, которыми характеризуются разъемные соединения: вносимые потери, уровень обратного отражения, количество переподключений
Механические сплайсы. При разрыве оптических волокон, например при повреждении кабеля локальной сети, можно соединить волокна, не прибегая к сварке. Механический сплайс - это прецизионное и простое в использовании устройство для быстрой стыковки волокон. Он представляет собой заполненный иммерсионным гелем оптический капилляр, диаметр отверстия которого посредине почти равен диаметру оболочки волокна, а по краям увеличивается. Подготовленные волокна вводятся с двух сторон в капилляр до соприкосновения их торцов, а затем специальными зажимами на краях капилляра фиксируются. Сплайс предназначен для многоразового (организация временных соединений) или одноразового (организация постоянного соединения) использования. Он обеспечивает вносимые потери < 0,2 дБ и обратные потери < -50 дБ. По надежности и по вносимым потерям механический сплайс уступает сварному соединению..
Сварка. Это наиболее распространенный способ сращивания. Сварка производится с помощью специального сварочного аппарата, функциональная схема которого приведена на рис.5.16. В состав сварочного аппарата входит блок крепления волокна 1, оптический излучатель 2, оптический приемник 3, привод системы юстировки 4, генератор тока сварки 5. Все эти узлы управляются с помощью микропроцессора 6. Необходимые данные вводятся с помощью терминала 7, а контрольная информация выводится на дисплей 8.