4.Виды сварных соединений
Сварным соединением называется неразъемное соединение нескольких деталей, полученное сваркой. В зависимости от взаимного расположения свариваемых элементов в пространстве различают следующие основные виды сварных соединений: стыковые, угловые, тавровые, нахлесточные и торцовые (рис. 8).

При газовой сварке основное применение нашли стыковые соединения (рис. 8, а). В стыковом соединении составляющие его элементы расположены в одной плоскости или на одной поверхности.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или с отбортовкой кромок без применения присадочного материала. При толщине металла от 2 до 5 мм стыковые соединения выполняют без разделки кромок с зазором между свариваемыми кромками, больше 5 мм — с разделкой кромок. При толщине металла от 5 до 15 мм применяют V-образную разделку кромок, свыше 15 мм — Х-образную разделку кромок. Нахлесточным называется такое сварное соединение (рис. 8,6), в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга. При газовой сварке металла толщиной свыше 3 мм нахлесточное соединение применять нежелательно, так как в результате больших собственных напряжений возникают значительные деформации, которые при жестком закреплении свариваемых деталей могут привести к образованию трещин.
Тавровые соединения (рис. 8, в) применяют при сварке деталей толщиной до 3 мм. Тавровым называется сварное соединение, в котором торец одной детали соединяется с боковой поверхностью другой. Тавровое соединение используют при приварке ребер жесткости, косынок, трубопроводных муфт и др.
Угловым называется соединение (рис. 8, г), в котором свариваемые детали расположены под прямым углом и соединяются по кромкам. Большое распространение при газовой сварке металла малой толщины получили торцовые соединения (рис. 8, д), в которых соединяемые детали соприкасаются своими боковыми поверхностями и свариваются по смежным торцам.
Для обеспечения полного провара по всей толщине свариваемого металла и получения прочного сварного соединения необходимо правильно подготавливать свариваемые кромки. Общий угол разделки свариваемых кромок составляет 70—90°. При малых толщинах свариваемого металла сварные соединения свариваются без скоса кромок. При толщине металла свыше 5 мм делается разделка кромок. Перед сваркой свариваемые кромки, а также прилегающие к шву участки основного металла, тщательно очищают пламенем газовой горелки от масла, ржавчины, окалины, влаги и других загрязнений.
5.Конструкция металлической балочной клетки перекрытия Балочные клетки
Для проектирования конструкций балочного перекрытия, проезжей части моста, рабочей площадки цеха или другой конструкции нужно выбрать систему несущих балок, называемую балочной клеткой.
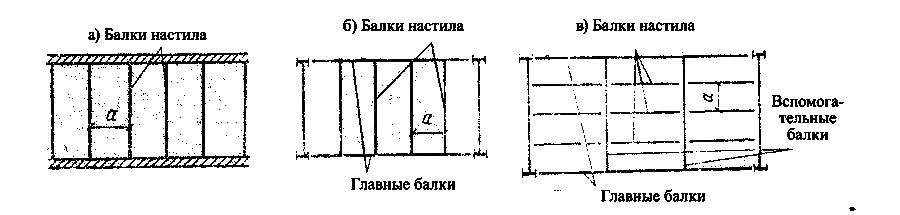
Балочные клетки существуют трех типов: упрощенные, нормальные и усложненные (рис. 1).
В упрощенной балочной клетке (рис. 1, а) нагрузка идет на перекрытие через настил на балки настила, и уже с них – на стены, которые ограничивают площадку. Балки, поддерживающие настил, приходится устанавливать довольно часто в связи с тем, что у настила небольшая несущая способность.
В нормальной балочной клетке (рис. 1, б) сначала нагрузка идет с балок настила на главные балки, а за тем они передают нагрузку на опоры. Обычно балки настила принимают прокатными.
Усложненная балочная клетка (рис. 1, в) содержит еще более многоступенчатую передачу нагрузки: настил опирается на балки настила, балки настила – на вспомогательные балки, а них – на главные. В усложненной балочной клетки нагрузка переходит на опоры длинным путем. Для снижения трудоемкости вспомогательные балки и балки настила принимаются прокатными.