28. Главная линия прокатного стана. Состав оборудования.
Линия, по которой располагают основное оборудование, называется главной линией прокатного стана. Основными её элементами явл: рабочая клеть, в которой устанавливают прокатные валки, обеспечивающие деформирование металла. В главной линии может быть несколько рабочих клетей. Размеры прокатных валков (диаметр и длинна бочки) являются определяющей характеристикой рабочей клети; двигатель прокатного стана - обычно это 1 или 2электродвигателя,тип и мощность которых зависят от назначения и производительности стана, передаточные механизмы и устройства, обеспечивающие передачу вращения от двигателя к рабочим валкам. К ним относятся: главная и конечная муфта, редуктор, маховик, шестерённая клеть, шпиндели.
Рисунок 1 – Схема прокатного стана
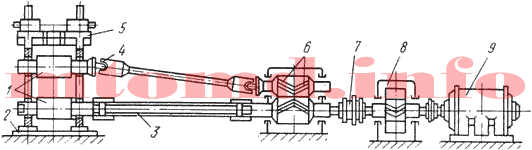
1 – прокатные валки; 2 – плита; 3 – трефовый шпиндель; 4 – универсальный шпиндель; 5 – рабочая клеть; 6 – шестеренная клеть; 7 – муфта; 8 – редуктор; 9 – двигатель
29. Классификация рабочих клетей прокатных станов
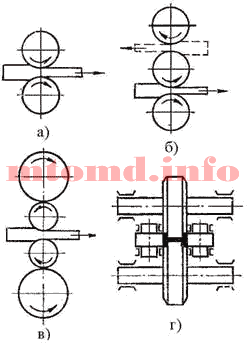
В зависимости от конструкции и расположения валков рабочие клети прокатных станов можно разделить на несколько групп:двухволковые;трёхвалковые;четырёхвалковые,многовалковые,универсальные и клети специальной конструкции. 1.двухвалковые клети бывают реверсивные и нереверсивные. Клети реверсивные периодически изменяют направление вращения валков и прокатываемый металл проходит через валки вперёд и назад несколько раз. Нереверсивные с обоими приводными валками имеют постоянное направление вращения валков. В каждой клети этих станов осуществляется только по одному пропуску металла в одном направлении. 2.трёхвалковые(нереверсивные).на валках сортовых 3-х валковых клетей можно расположить больше калибров, чем на валках 2-х валковой клети. металл движется в одну сторону между нижним и средним валками, а в обратную сторону между средним и верхним. В листовых 3-х валковых клетях средний валок(меньшего диаметра) - неприводной; он прижимается при прокатке то к верхнему то к нижнему валку и вращается ими в результате трения. 3.четырёхвалковые клети. Валки расположены один над другим:2раб.валка меньшего диаметра(средние) и 2 опорных валка большего диаметра(крайние верхний и нижний).опорные валки предназначены для увеличения жёсткости системы валков и рабочей клети в целом. Четырехвалковый клети для прокатки рулонов используют как нереверсивные в непрерывных станах и как реверсивные в одноклетьевых станах горячей и холодной прокатки. В первом случ. перед клетью устанавливают разматыватель рулонов, а за ней моталку, создающую натяжение полосы и наматывающую её на барабан. Во втором случае моталки устанавливают с обеих сторон клети, и прокатка происходит поочерёдно то в одном то в другом направлении. 4. многовалковые клети. Широко применяют в прокатном производстве 20-валковые клети. Благодаря использованию рабочих валков малого диаметра и большой жёсткости всей рабочей клети и валковой системы на этих клетях успешно осуществляют рулонную прокатку тонкой и тончайшей ленты из высокоуглеродистой стали. рабочие валки на этих станах явл. неприводными(ввиду невозможности осуществить их привод при малом диаметре валков);они опираются на ряд приводных валков с большим, чем у рабочих валков, диаметром, а последние в свою очередь - на ряд опорных роликов. Такая схема обеспечивает большую жёсткость всей валковой системы и минимальный прогиб рабочих валков. 5.универсальные клети. клети с горизонтальными и вертикальными валками. Универсал. клети(обычные)применяют главным образом как реверсивные 2-х валковые(слябинги)или4-хвалковые клети. На таких клетях обжатие металла осуществляется как горизонтальными, так и вертикальными валками. Горизонтальные, обеспечивают получение ровных и гладких боковых граней раскатов и слябов. Вертикальные располагают, как правило, с одной стороны рабочей клети. В отличии от обычных универсальных клетей в универсальной клети для прокатки широкополочных балок вертикальные валки явл. неприводными (холостыми) и находятся между опорными подшипников горизонтальных валков и в одной плоскости с последними. такие клети применяют только для прокатки высоких двутавровых балок с широкими параллельными полками. 6.клети специальной конструкции. К этой группе относятся клети колесопрокатных, бандажепрокатных, кольцепрокатных, шаропрокатных станов, станов для прокатки профилей переменного сечения и др.
Рисунок 2 – Прокатные клети