

5.7 Лабораторная работа № 7. Измерение биения поверхностей
1. Цель лабораторной работы
Целью данной работы является освоение основных положений стандарта на допуски расположения поверхностей и приобретение навыков в измерении и контроля отклонений расположения поверхностей.
Отклонение расположения - отклонение от номинального расположения рассматриваемой поверхности, ее оси или плоскости симметрии относительно баз или отклонение от номинального взаимного расположения рассматриваемых поверхностей. При этом номинальное расположение определяется номинальными линейными и угловыми размерами между рассматриваемыми поверхностями, их осями или плоскостями симметрии.
Базы - совокупность точек, линий или поверхностей, по отношению к которым определяется расположение рассматриваемых поверхностей.
Для деталей, образованных поверхностями вращения, наиболее часто встречающимися отклонениями расположения являются радиальное и торцовое биения поверхностей детали относительно оси.
Радиальное
биение - разность между наибольшими и
наименьшими расстояниями от точек
данного профиля реальной поверхности
до базовой оси вращения в сечении,
перпендикулярном к этой оси. На рис.
5.30 радиальное биение поверхности А
![]()
![]() R
-
R
.
R
-
R
.
Радиальное биение является результатом смещения оси поверхности А от базовой оси на величину эксцентриситета поверхности.
Торцевое биение - разность между наибольшим и наименьшим расстояниями от точек реального торцового профиля до плоскости, перпендикулярной базовой оси.
Эти расстояния измеряются на заданном диаметре торцовой поверхности. Если диаметр не задан, то торцовое биение определяется по наибольшему его значению.
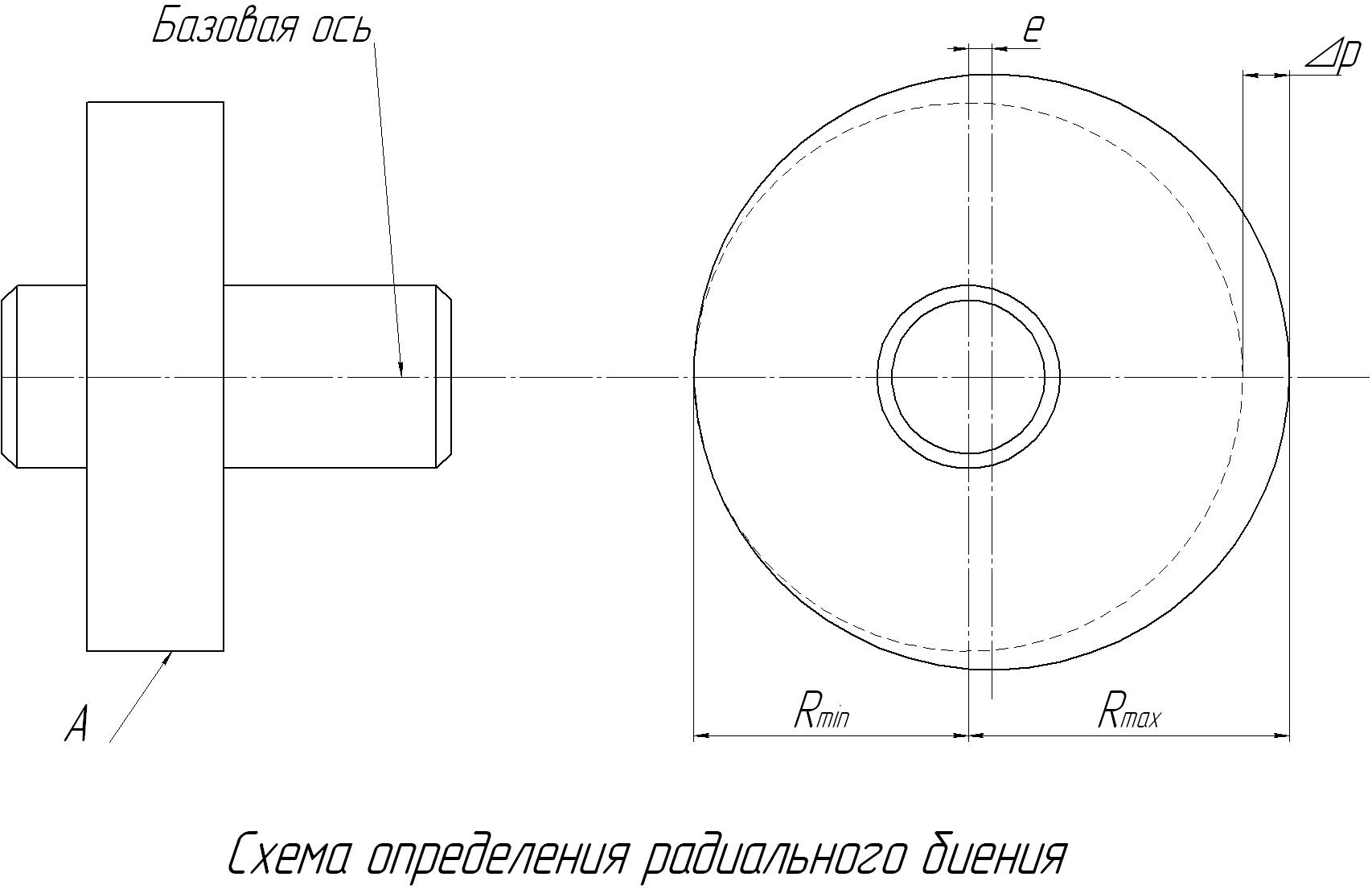
Рис.5.32. Схема определения радиального биения.
В качестве задания студенту требуется определить, какой степени точности по действующему стандарту соответствуют радиальное и торцовое биения заданных поверхностей конкретной детали. В соответствии с установленными степенями точности обозначить допуски радиального и торцового биения на эскизе детали.
2.Описание лабораторной работы
Лабораторная установка состоит из прибора для измерения биения и измеряемой детали, выдаваемой студенту в соответствии с заданием.
Прибор для измерения биения называется биениемером. Он состоит из станины, имеющей направляющие, на которые установлены с возможностью осевого продольного перемещения центровые бабки. Одна бабка имеет неподвижный центр, а центр другой бабки может перемещаться в осевом направлении
Измерение производится с помощью индикатора часового типа, закрепленного на штативе . Последний крепится на станине.
Для измерения биения необходимо настроить прибор по первой измеряемой детали. Вначале необходимо установить бабки на станине так, чтобы расстояние между ними соответствовало длине измеряемой детали. Для этого бабка с неподвижным центром закрепляется на станине, и перемещением бабки другой устанавливается без ощутимого зазора измеряемая деталь на центрах по имеющимся на ней центровым гнездам.

Рис.5.33. Схема измерения торцевого биения.
Далее необходимо установить индикатор на измеряемую поверхность в соответствии с направлением измерения. При установке индикатора по измеряемой поверхности необходимо установить натяг по шкале, равный 1 мм.
При этом направление оси измерительного наконечника индикатора должно проходить через ось центров. Радиальное биение определяется как разность между наибольшим и наименьшим показаниями индикатора за один оборот детали.
Торцовое биение измеряется на этом же приборе, но в этом случае измерительный наконечник устанавливается параллельно оси центров. Торцовое биение определяется как разность между наибольшим и наименьшим показаниями Индикатора за один оборот детали. Измерение торцового биения показано на рис. 5.31.