

Установление вида сопряжения зубчатого колеса
Характер
сопряжения в зубчатой передаче
определяется величиной бокового зазора
![]() (рис.
5.29), под которым понимается зазор между
нерабочими боковыми профилями зубьев,
измеренный по нормали к профилям.
Боковой зазор предусматривается для
компенсации теплового расширения
зубчатой пары, погрешностей изготовления
и сборки, а также для размещения смазки.
(рис.
5.29), под которым понимается зазор между
нерабочими боковыми профилями зубьев,
измеренный по нормали к профилям.
Боковой зазор предусматривается для
компенсации теплового расширения
зубчатой пары, погрешностей изготовления
и сборки, а также для размещения смазки.
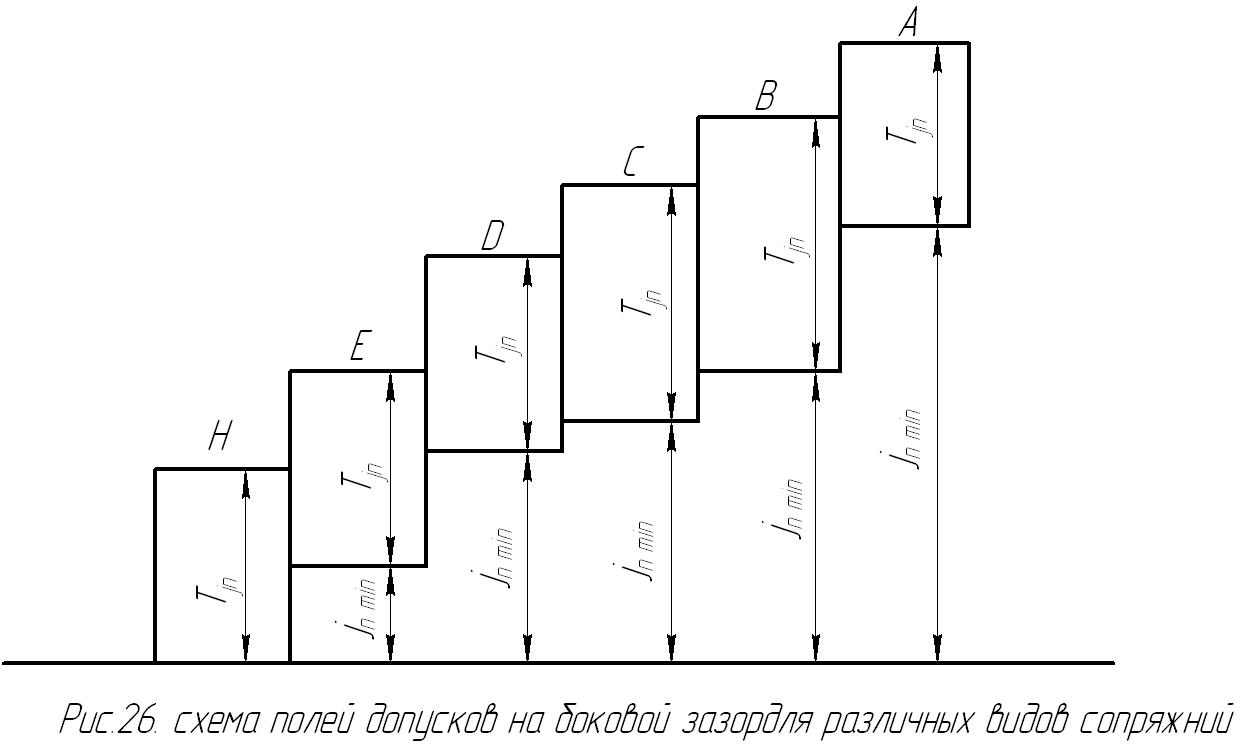
Рис.5.28. Схема полей допусков на боковой зазор
для различных видов сопряжений.
Необходимый боковой зазор обеспечивается за счет уменьшения толщины зуба при изготовлении колес. Достигается это радиальным смещением зуборезного инструмента в тело колеса, что равносильно смещению исходного контура.

Рис.5.29. Боковой зазор в зубчатой передаче.
Исходный контур – это контур зубчатой рейки, имеющий размеры согласно стандарту. Номинальное положение исходного контура для данного колеса соответствует беззазорному его зацеплению с сопрягаемым колесом.
На
рис. 5.30 пунктирной линией показано
номинальное положение исходного
контура, а сплошной - положение его для
зуба с уменьшенной толщиной, чему
соответствуют смещение исходного
контура на величину
![]() .
ГОСТом 1643-81. Предусмотрено шесть видов
сопряжений, определяющих различную
величину
.
ГОСТом 1643-81. Предусмотрено шесть видов
сопряжений, определяющих различную
величину
![]() и обозначаемых буквами:
и обозначаемых буквами:
А - с увеличенным гарантированным зазором для степеней точности 3 - 12:
В - с нормальным гарантированным зазором для степеней точности 3 - 1;
С и D с уменьшенными зазорами для степеней точности 3 - 9 и 3 - 8;
Е - с малыми зазорами;
H - c нулевыми гарантированными зазорами для степеней точности 3 – 7.
На рис. 5.28 показаны схемы полей допусков для различных видов сопряжений.
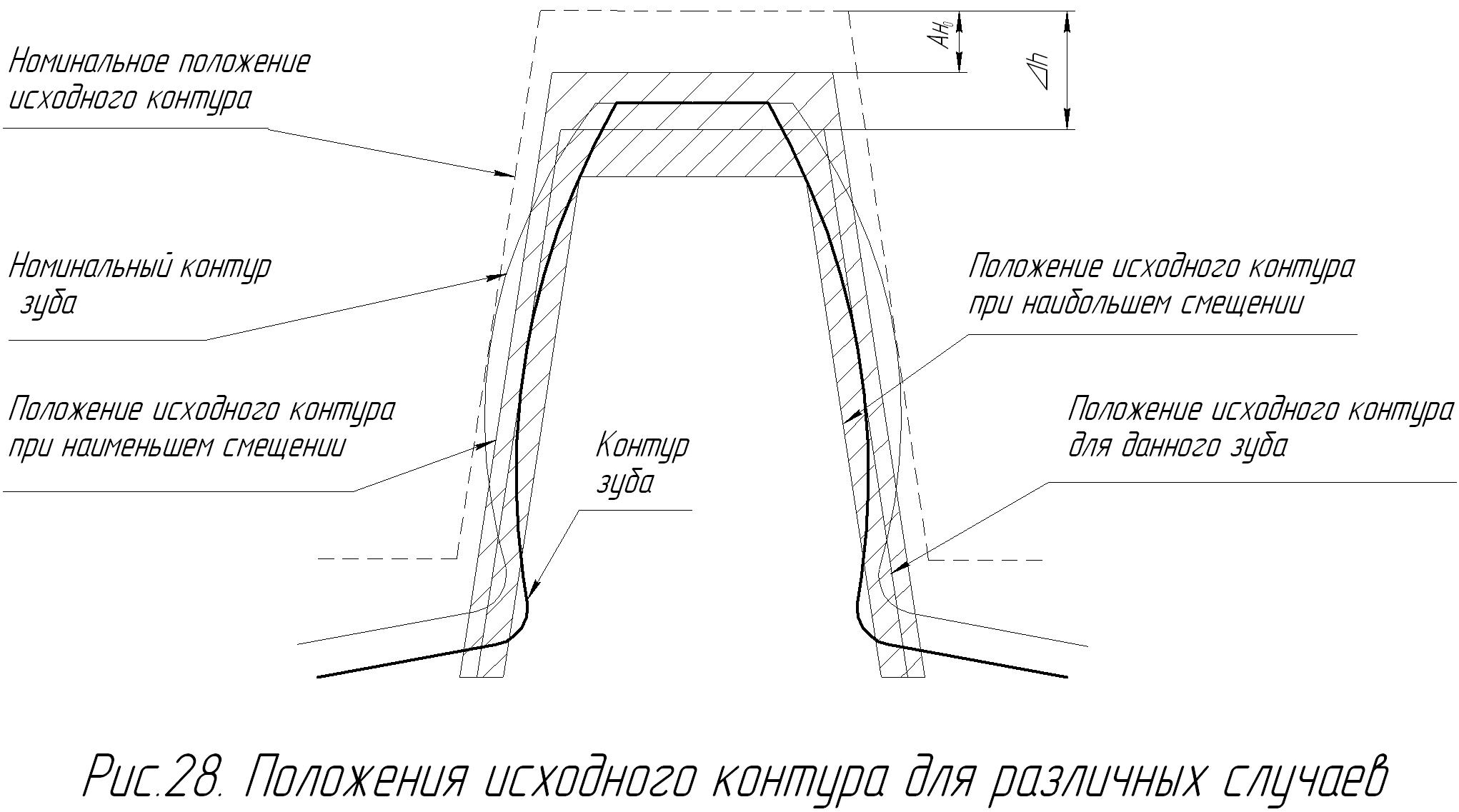
Рис.5.30. Положениz исходного контура для различных случаев.
При
этом ГОСТом 1643-81 предусмотрено восемь
видов допуска на боковой ззор обозначаемых
буквами: a
, b
, c
, d
, h
, x
, у , z
, а также значения гарантированного
бокового зазора, предельные отклонения
межосевого расстояния
![]() ,
наименьшее дополнительное смещение
исходного контура Е
и допуск на смещение Т
.
,
наименьшее дополнительное смещение
исходного контура Е
и допуск на смещение Т
.
Измерение смещения исходного контура
Измерение производится тангенциальным зубомером (см. рис. 5.29). Его настраивают по прилагаемым роликам в соответствии с модулем. На каждом ролике указан модуль, для которого он предназначен.
Настройка производится в следующем порядке:
1) выбирают по модулю необходимый ролик и устанавливают его на призму;
2) ослабляют винты крепления губок
3) винтами перемещения губок устанавливают их по ролику так, чтобы точки касания губок с роликами делили ширину их плоского среза примерно пополам;
4) закрепляют губки винтами крепления;
5) устанавливают в гнездо зубомера индикатор часового типа с натягом 1 … 1,5 оборота большой стрелки и закрепляют его винтом. Поворотом циферблата устанавливают его на ноль.

Рис.5.21. Измерение смещения исходного контура
с помощью тангенциального зубомера.
Измерение производится путем установки губок зубомера на измеряемый зуб.
При этом фиксируется наибольшее показание индикатора. Последовательно производят 8 – 10 измерений зубьев, расположенных на противоположных сторонах колеса.
Находят
минимальное
![]() и максимальное смещение по колесу
.
По таблице значений E
,
степени точности данного колеса,
установленным измерением основного
шага, диаметру делительной окружности
и E
и максимальное смещение по колесу
.
По таблице значений E
,
степени точности данного колеса,
установленным измерением основного
шага, диаметру делительной окружности
и E![]() выбирают вид сопряжения, для которого
табличное значение E
является ближайшим меньшим к E
.
Если табличные значения превышают E
,
то данное колесо не доработано, т.е. его
следует доработать.
выбирают вид сопряжения, для которого
табличное значение E
является ближайшим меньшим к E
.
Если табличные значения превышают E
,
то данное колесо не доработано, т.е. его
следует доработать.
По допуску на радиальное биение для установленного вида сопряжения определяют допуск на смещение несходного контура T . При этом должно выполняться условие
E![]()
E
+ T
E
+ T
Если это условие не выполняется, то следует выбрать вид сопряжения с большим зазором, иначе колесо является браком.
Результатом данной лабораторной работы является маркировка зубчатого колеса, состоящая из последовательного расположенных цифр, обозначающих сепени точности: первая - по нормам кинематической точности; вторая - по нормам плавности работы ; третья - по нормам контакта зубьев, и обозначения вида сопряжения зубчатого колеса.