

Настройка микроскопа бми на измерение резьбы метчика

а) правильно б) неправильно
Рис.5.9. Установка метчика в центрах.
Настройка микроскопа преследует цель обеспечить параллельность направления продольного перемещения стола, горизонтальной штриховой линии в поле зрения основного окуляра при нулевом отсчете по угловым шкалам и оси центров, в которых устанавливается метчик при измерении.
При настройке штриховую пластину окулярной головки поворотом маховичка 4 (см. рис. 5.15) устанавливают так, чтобы нулевой штрих градусной шкалы совпадал с нулевым штрихом минутной шкалы. Затем в центрах 16 устанавливают контрольную оправку и, смотря на экран микроскопа, поворачивают верхнюю часть стола так, чтобы горизонтальная штриховая линия совместилась с образующей оправки или лезвием ножа, расположенного в отверстии оправки. После этого в центрах устанавливается метчик как показано на рис. 5.17 (а – правильно, б – неправильно)
Измерение наружного диаметра d

Рис.5.20. Схема измерения наружного диаметра
При измерении наружного диаметра d метчик вращением микровинта для поперечного перемещения стола подводят так, чтобы вершины профиля резьбы совпали с горизонтальной штриховой линией в поле зрения основного окуляра (положение I рис. 5.18). При этом производят первый отсчет показаний по шкале микрометра. Затем метчик перемещают микровинтом в поперечном направлении в положение II так, чтобы вершины противоположного пера совпали с горизонтальной штриховой линией, и производят второй отсчет по шкале микрометра. Разность отсчетов дает величину наружного диаметра метчика.
Измерение внутреннего диаметра
Внутренний диаметр d измеряется аналогично наружному диаметру, только в этом случае горизонтальная штриховая линия совмещается с линиями впадин резьбы.
Измерение среднего диаметра d
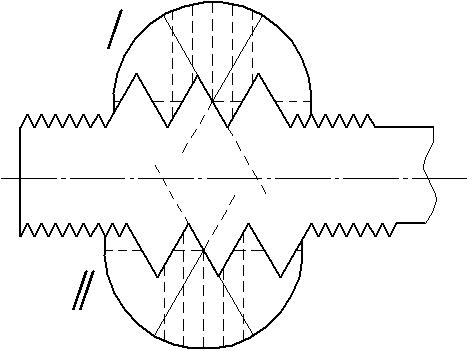
Рис.5.21. Схема измерения среднего диаметра.
При измерении среднего диаметра d (рис. 5.21) поступают следующим образом: измеряют расстояние между параллельными сторонами профиля резьбы, которое будет одинаковым в любом поперечном сечении и будет равно среднему диаметру резьбы. Для этого метчик подводят таким образом, чтобы одна из наклонных сплошных линий в поле зрения основного окуляра совпала с линией профиля резьбы, а перекрестие делило линию примерно пополам (положение I). Производят первый отсчет по микрометру. Затем метчик поперечным перемещением стола переводят в положение II, при котором наклонная сплошная линия совпадает с диаметрально противоположной стороной профиля, и производят второй отсчет. Разность отсчетов будет равна среднему диаметру резьбы метчика.
С целью сокращения времени измерения диаметров рекомендуется записать показания по микрометру для всех тех диаметров, совместив боковую поверхность метчика с наклонной линией для измерения среднего диаметра, а поверхности выступов и впадин с горизонтальной линией. Затем переместить метчик микрометром до противоположного профиля резьбы и записать три показания для внутреннего, среднего и наружного диаметров.