

5.12. Общий вид порфилогрофа-порфилометра мод. 201.
Определение шероховатости поверхности по показывающему прибору осуществляется с тремя различными длинами трасс интегрирования: 6; 3,2; и 1,6 мм
Переключение длины трассы интегрирования производится маховичком 5 (см. рис. 5.13).
Записывающий прибор является электромеханическим. Запись производится электротермическим способом на специальной термочувствительной бумаге.
Усилитель является электронным. Регулируя степень усиления винтом, помещенным под колпачком 11 (рис. 5.12) можно настроить прибор по эталону шероховатости, обеспечив необходимую точность измерения.
Порядок выполнения работы
1 .Измерение шероховатости по параметру Rа
1.1 Установите измеряемую деталь на предметный столик 4 (рис.5.12) и закрепите.
1.2 Продольным и поперечным перемещениями предметного столика установите деталь так, чтобы игла датчика 5 (рис. 5.12) находилась на выбранном для измерения участке поверхности детали.
1.3 Включите прибор в электросеть тумблером 2 (рис. 5.14). Перед началом работы прибор необходимо прогреть путем включения в сеть за 20…30 мин. до измерения
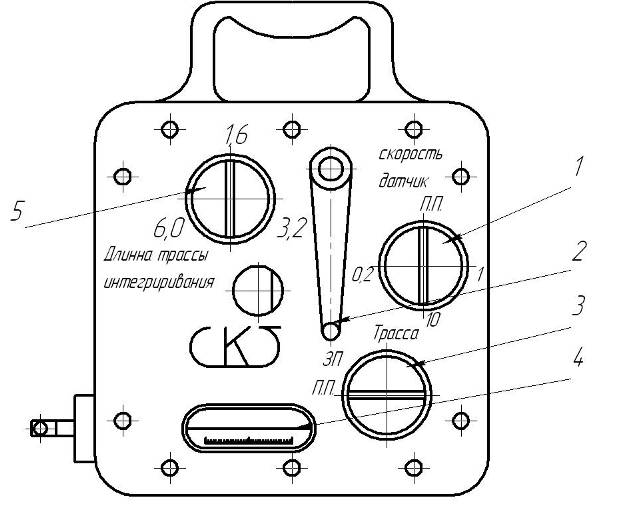
Рис.5.13. Вид на панель управления, размещенную на мотоприводе.
1.4 Установить переключатель 9 (рис. 5.14) в положение «Выход усилит».
1.5 Установите переключатель 4 (рис. 5.14) на базовую длину в соответствии с шероховатостью измеряемой поверхности.
1.6 Установите переключатель 6 (рис. 5.14) на необходимый шаг отсечки, который должен превышать базовую длину.
1.7 Установите переключатель 12 (рис.5.14) на необходимое вертикальное увеличение в соответствии с шероховатостью измерений.
1.8 Установите переключатель 1 (рис. 5.13) в положение «ПП».
1.9 Опустите мотопривод 6 (рис. 5.12) вместе со штоком до плавного соприкосновения опоры и алмазной иглы датчика 5 с измеряемой поверхностью. Вращением винта 9 (рис. 5.12) добейтесь того, чтобы стрелка прибора 7 (рис. 5.14) не выходила за пределы красного прямоугольника.
1.10 Придерживая рукой датчик 5, переметите рычаг 3 (рис.5.12) в крайнее левое положение и опустите на измеряемую поверхность. Если при этом стрелка прибора 7 (рис. 14) выйдет за пределы красного прямоугольника, то винтом 9 (рис. 12) установите ее в этот прямоугольник.
1.11 Закрепите мотопривод.
1.12 Установите переключатели 1 (рис. 5.14) и 3 (рис. 5.13) в положение «ПП». Слегка нажмите вправо на рычаг 11 (рис.5.12).
1.13 После остановки датчика и стрелки показывающего прибора 13 (рис. 5.12) запишите показания по соответствующей шкале с учетом вертикального увеличения.
1.14 Повторите измерение два – три раз. Наибольшее значение Rа из нескольких показаний характеризует шероховатость измеренной поверхности.
1.15 Предъявите результаты измерения преподавателю, а прибор и рабочее место приведите в порядок.

Рис5.14. Вид на переднюю панель электронного блока
Измерение и определение параметров шероховатости по профилограмме
Ввиду дефицита специальной бумаги для записи профилограмм допускается запись профилограммы на приборе производить в демонстрационном порядке для группы, состоящей из 3… 5 студентов.
2.1. Установите катушку специальной бумаги в записывающий прибор.
2.2. Установите необходимую скорость движения бумаги переключателем скоростей, находящимся на правой стороне записывающего устройства.
2.3. Установите переключатель 1(рис.5.14) в положение «ЗП».
2.4. Поворотом рычага 2 (рис. 5.13) установите по шкале 4 необходимую длину перемещения иглы.
2.5. Установите записывающее перо в нужное положение по ширине бумаги с помощью маховичка 5 (рис.5.14).
2.6. Установите переключателем 1 (рис.5.13) необходимую скорость движения датчика.
2.7.Слегка нажмите на рычаг 2 (рис. 5.13) вправо – прибор запишет профилограмму.
2.8. В процессе записи, когда профилограмма будет иметь достаточную длину или на ней будет записано не менее пяти выступов и впадин, нажатием рычага 2 (рис. 5.13) влево остановите датчик и запись профилограммы.
2.9. Отделите бумагу с профилограммой от катушки.
2.10.По таблице, прилагающейся к описанию прибора, по скоростям движения датчика и бумаги определите горизонтальный масштаб профилограммы.