

Содержание отчета
Эскиз калибра – скобы с указанием размеров и технических требований.
Расчет калибров – скоб на заданный размер.
Краткое описание настройки регулируемых скоб на заданный размер с указанием состава блока концевых мер.
Схема полей допусков калибров и контркалибров с указанием установочных размеров проходной и непроходной сторон калибра – скобы.
Заключение.
Контрольные вопросы
1. Для какого диапазона диаметров могут применяться предельные калибры – скобы?
2. Какие материалы применяются для вставок регулируемых скоб?
3. Какие технические требования предъявляются к деталям регулируемых скоб?
4. В каких квалитетах могут быть использованы калибры – скобы?
Для чего служат плоскопараллельные концевые меры длины?
6. В чем состоит правило составления блока концевых мер по заданному размеру.
7.Чем объясняется надежность сцепления притертых друг к другу концевых мер?
8.Что является номиналом для отсчета отклонений проходных и непроходных калибров – скоб?
9. Как производится построение схемы полей допусков для калибров – скоб?
5.3 Лабораторная работа № 3Определение и измерение параметров шероховатости поверхности
Целью данной работы является усвоение основных теоретических положений действующего стандарта на шероховатость поверхностей деталей, ознакомление с устройством, работой и методикой измерения на профилографе – профилометре мод.201, а также приобретение навыков в измерении. В качестве задания студенту выдается конкретная деталь. Требуется измерить шероховатость заданной поверхности по параметру Rа, используя прибор в качестве профилометра, затем, используя прибор как профилограф, записать профилограмму и определить по ней все параметры шероховатости, установленные действующим стандартом.
Описание лабораторной установки
Лабораторная установка состоит из профилографа – профилометра мод. 201 и изделия для измерения шероховатости.
Профилограф – профилометр мод. 201 является высокочувствительным измерительным прибором, действие которого основано на принципе ощупывания исследуемой поверхности алмазной иглой с весьма малым радиусом закругления и преобразования колебаний иглы в соответствующие колебания напряжения электрического тока индуктивным методом.
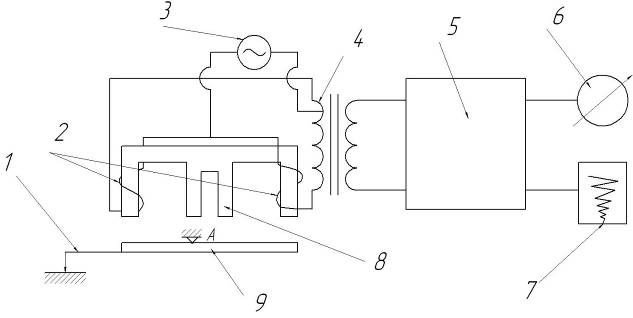
Рис.5.11. Блок схема порфилографа - профилометра мод. 201.
Прибор предназначен для измерения шероховатости поверхности металлических и неметаллических изделий по параметру Rа от 8 до 0,02 мкм. Измерения можно производить на различных базовых длинах: 0,08; 0,25; 0,8; и 2,5мм при длине трассы интегрирования 1,6; 3,2; 6 мм. Наибольшая длина хода датчика может быть установлена до 40 мм, что позволяет производить проверку волнистости поверхности.
На рис. 5.11 представлена блок-схема прибора. Электрическая часть прибора включает в себя датчик, электронный блок 5 с показывающим прибором 6 и записывающим прибором 7. Магнитная система датчика состоит из сдвоенного Ш – образного сердечника 8 с двумя катушками 2. Катушки датчика и две половины первичной обмотки дифференциального входного трансформатора 4 образуют балансный мост, питание которого осуществляется от генератора звуковой частоты 3. При перемещении датчика относительно исследуемой поверхности алмазная игла 1 скользит по неровностям измеряемой поверхности и вызывает колебательное движение якоря 9 вокруг точки А и соответствующие изменения зазоров между якорем 9 и сердечником 8, вызывая изменения напряжения на выходе дифференциального трансформатора 4, которое усиливается электронным блоком 5 и подается на записывающий 7 или показывающий 6 приборы (см. рис. 5.11).
На рис. 5.12 дан общий вид прибора. Он состоит из предметного столика 4, мотопривода 6, установленных соответственно на станине 2 и стойке 8; электронного усилителя 12 с показывающим прибором 13 и записывающего устройства 7. Датчик 5 с иглой установлен на подвижном штоке мотопривода. Перемещение датчика с постоянной скоростью осуществляется мотоприводом 6.
Рабочее движение штока слева направо может производиться с четырьмя различными скоростями, переключение которых осуществляется поворотом маховика 1 (рис. 5.13). Перевод датчика в исходное рабочее положение справа налево производится поворотом рычага 2 (см. рис. 5.13) влево. В зависимости от режима работы прибора в качестве профилографа или профилометра взвод осуществляется на различную величину:
для профилографа до 40 мм; для профилометра до 10….12 мм. Величина взвода устанавливается маховичком 3, причем для профилометра риска маховика 3 при установке должна совпадать с риской «ПП», а для профилографа – с риской «ЗП». Величина взвода и положение датчика определяются через смотровое окно по шкале 10 (см. рис. 5.12). При работе в качестве профилометра после взвода датчика указатель должен совпадать с 25… 30 делением шкалы 10.
