

Расчет исполнительных размеров гладких калибров-скоб
Измерительные размеры калибров не могут быть обеспечены абсолютно точно.
Поэтому для калибров, как и для деталей, предусматриваются допуски на изготовление и предельные отклонения.
Номиналом для проходных (ПР) и непроходных (НЕ) калибров являются предельные размеры детали.
В процессе контроля измерительные поверхности проходных калибров изнашиваются. В соответствии с этим стандарт ограничивает допустимый выход размера изношенного проходного калибра за границу поля допуска изделия.
Для проверки калибров-скоб, контролирующих валы в квалитетах от 6 до 17 , стандарт предусматривает контрольные калибры.
Методику расчета размеров скоб можно понять из следующего примера.
П р и м е р . Определить размеры калибра-скобы для контроля вала 56м8 мм и произвести ее настройку.
Определяем верхнее и нижнее отклонения вала: es = +57 мкм ; ei = +11 мкм .
Предельные размеры вала: dmax=56.057 мм ; dmin = 56,011 мм.
Вычерчиваем схему полей допусков на изготовление детали. Для отсчета табличных отклонений проходных и непроходных калибров cлужат предельные отклонения измеряемой детали .
По табл. приложения П3 находим H1 = 8 мкм – допуск на изготовление калибров для вала; Z1 = 7 мкм – отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера вала;
Y1 =5 мкм - допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия; Hр = 3 мкм – допуск на изготовление контрольных калибров для скобы.
Исходя из схемы расположения полей допусков калибров–скоб производим расчет:
ПР
=d![]() -Z
-
-Z
-![]() =
56,057-0,007-
=
56,057-0,007-![]() =56,046мм
=56,046мм
ПР
=d
-Z
+
![]() = 56,057-0,007+
=56,054мм.
= 56,057-0,007+
=56,054мм.
Исполнительный
размер калибра ПР = 56,046![]() мм.
мм.
ПР =d +Y = 56,057+0,005 = 56,062мм.
НЕ =d - = 56,011+ = 56,007мм
НЕ
=d
+
=
56.011+![]() = 55,015мм
= 55,015мм
Исполнительный размер калибра НЕ = 56,007 мм.
Контроль рабочих калибров-скоб ПР и НЕ в процессе изготовления и эксплуатации осуществляется контрольными калибрами соответственно К-ПР и К-НЕ Для годных скоб они являются проходными. Контрольные калибры КИ служат для проверки износа скоб ПР и являются непроходными. Исполнительные размеры их определяются:
К-ПР=(d
-Z
+![]() )
)![]() =(56,057-0,007+
=(56,057-0,007+![]() )
)![]() =56,0515
=56,0515![]() мм
мм
К-НЕ=(d![]() +
)
=(56,011+
)
+
)
=(56,011+
)![]() =56,0125
мм
=56,0125
мм
К-И=(d![]() +Y
+
)
=(56,057+0,005+
)
=56,0635
мм
+Y
+
)
=(56,057+0,005+
)
=56,0635
мм
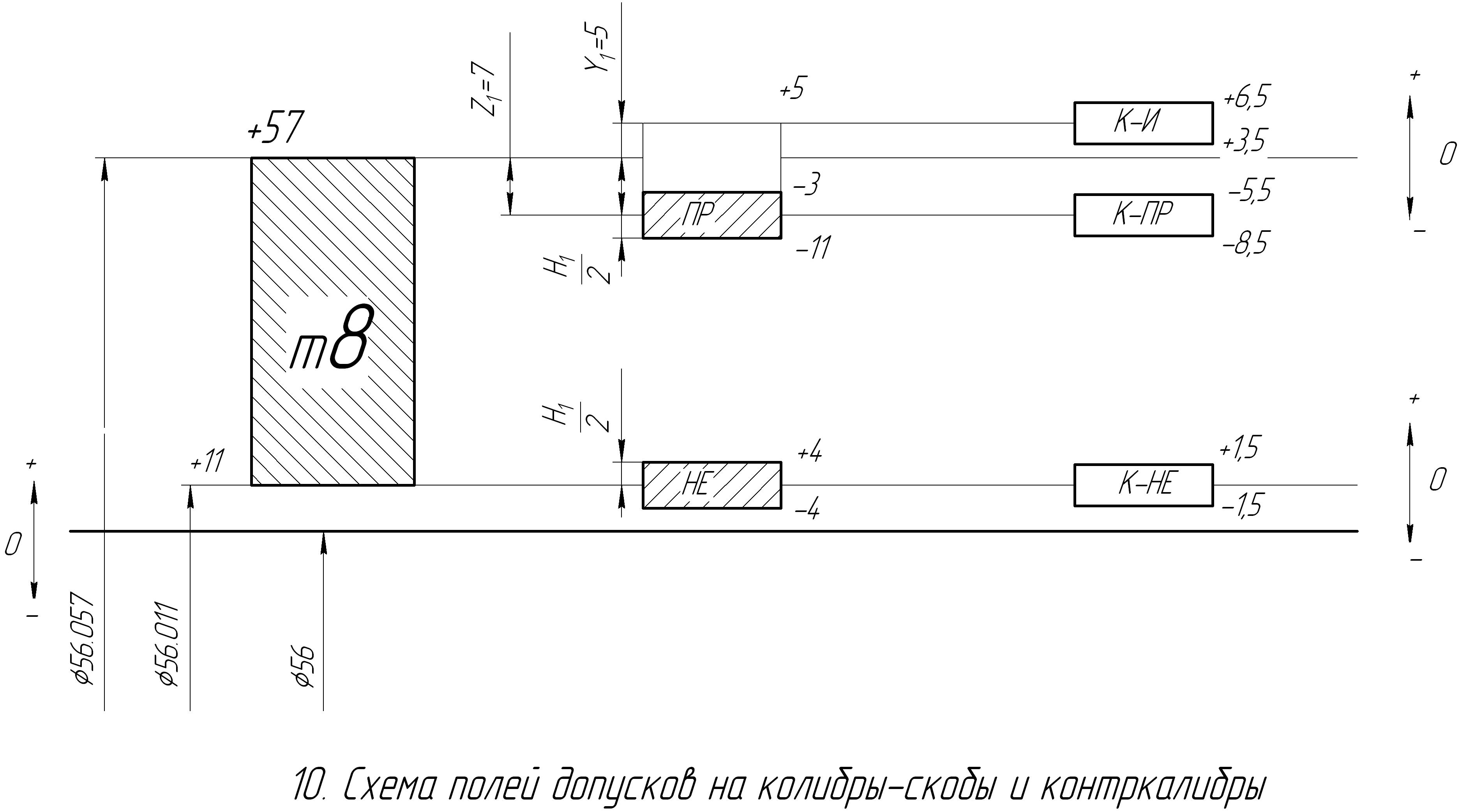
Рис.5.10. Схема полей допусков на калибры-скобы и контркалибры.
Настройка регулируемой скобы на заданный размер
Вначале необходимо выбрать скобу с соответствующим интервалом контроля. В нашем примере скоба выбирается в интервале 53 – 58. Затем определяются установочные размеры, в качестве которых применяются наиболее вероятные значения, соответствующие середине поля допуска на изготовление скобы. Для
ПР![]() = 56,05мм; для НЕ
= 56,011мм
= 56,05мм; для НЕ
= 56,011мм
По установочным размерам следует собрать соответствующие блоки концевых мер, округляя третий десятичный знак либо до 5, либо до нуля, затем по собранному блоку устанавливают наружные или внутренние вставки скобы.
Блоки концевых мер зажимают между вставками 1 (см. рис. 5.9) без усилия так, чтобы плитки могли перемещаться под действием собственного веса. В этом положении вставки фиксируются в гнездах стопорными втулками 3 и закрепляются затяжными винтами 4. После установки размера установочные винты опечатываются с помощью мастики М, а на маркировочной шайбе 5 отмечают номинальный размер проверяемой детали, поле допуска и квалитет изделия. В нашем примере 56m8.