

Контрольные вопросы
Какова цена деления шкалы оптиметра и от чего она зависит?
В чем состоят принципы работы оптиметра и микрокатора?
Какое назначение имеют рабочие и контрольные калибры?
В чем состоят правила пользования плоскопараллельными концевыми мерами?
Перечислите классы точности и разряды плоскопараллельных концевых мер. Что они характеризуют?
В чем состоит настройка оптиметра или микрокатора для измерения?
Чем отличаются предельные калибры от нормальных?
Как определить исполнительный размер калибра?
Определите предельные значения допускаемого износа калибров ПР для контроля вала и отверстия.
Назовите основные составные части оптиметра или микрокатора, для чего они служат?
В чем состоит условие годности калибров для контроля деталей?
В чем состоит условие годности калибров при их изготовлении?
Что такое цена деления шкалы прибора?
Для какой цели в конструкцию оптиметра введена призма полного внутреннего отражения 4 (см. рис. 5.6)?
В чем состоит разница в построении схем полей допусков для калибров и контролируемых ими деталей?
Что такое система вала и система отверстия? Какая система имеет преимущество в применении и почему?
Что называется номинальным размером?
Что такое допуск и как он определяется? От чего зависит допуск?
Что называют действительным размером и действительным отклонением?
Что такое квалитет?
5.2 Лабораторная работа № 2. Настройка регулируемых скоб
Целью данной работы является ознакомление с конструкцией регулируемых скоб, приобретение навыков расчета и настройки их на заданный размер, а также освоение основных положений стандарта на гладкие калибры.
Описание конструкции регулируемых скоб
В серийном производстве для контроля валов применяют жесткие и регулируемые скобы. Преимущество регулируемых скоб состоит в том, что они позволяют компенсировать износ скобы путем перемещения вставок и использовать одну скобу для контроля деталей разных размеров.
Конструкция регулируемой скобы показана на рис.5.9. Скоба настраивается на требуемый размер путем перемещения вставок 1. Перемещение вставок для уменьшения размера А производится установочными винтами 2 с помощью отвертки. Для увеличения размера А вставки перемещаются в пазах путем нажима на головку вставки, установочные винты 2 предварительно вывертываются. Вставка 1 в гнездах крепятся при помощи затяжных винтов 4.
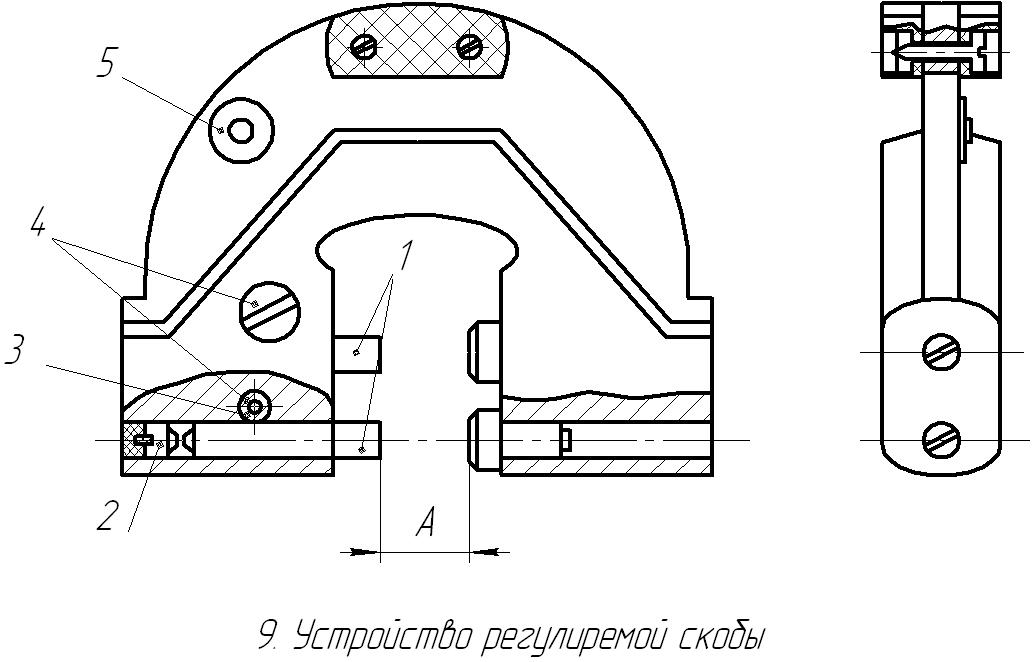
Рис.5.9. Устройство регулируемой скобы.
Двухпредельные регулируемые скобы применяются для контроля валов диаметров от 1 до 340 мм. Они изготавливаются с делением по интервалам. Например, от 0 до 5 мм, от 5 до 10 мм, от 10 до 15 мм и т. д.
Рабочие поверхности вставок могут быть армированы твердым сплавом марки ВК6 и ВК6М.
По требованию заказчика допускается изготовление вставок, пяток и губок из сталей марок У8А, У10А и У12А, а также из цементируемых углеродистых сталей 15 и 20.
Твердость измерительных поверхностей стальных вставок должна быть не менее HRC 58…64.