

Расчет исполнительных размеров гладких предельных пробок
Согласно маркировке калибра определяют размер контролируемого отверстия, подсчитывают предельные и исполнительные размеры калибров ПР и НЕ. Для проходного калибра рассчитывается размер, соответствующий его предельному износу. Величины допусков на изготовление и износ калибров в зависимости от номинального размера и квалитета контролируемых деталей регламентированы ГОСТом 21401-75, который распространяется на рабочие и контрольные калибры для контроля отверстий и валов с номинальными размерами до 500 мм.
Пример. Расчет размеров калибра для контроля отверстия 40Н7
Согласно ГОСТ в системе отверстия находятся предельные отклонения на отверстие 40 Н7. Вычерчивают схему расположения полей допусков (рис. 5.8). Расчет калибров производится в следующей последовательности.
Отклонения
отверстия 40 Н 7 ЕS= +0,025 мм,ЕI=0, следовательно
D![]() =
40,025 мм; D
=
40,025 мм; D![]() =
40 мм.
=
40 мм.
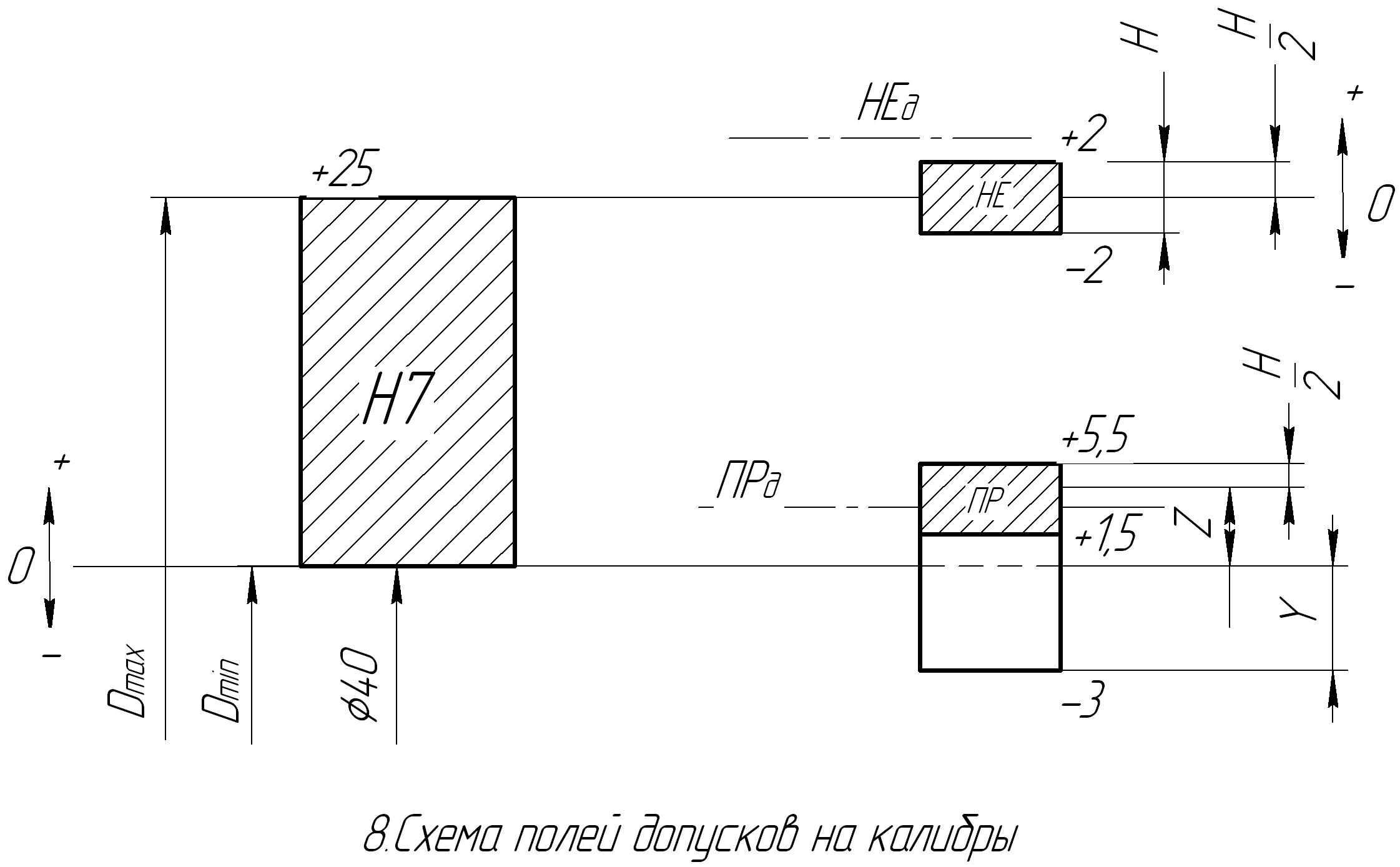
Рис.5.8. Схема полей допусков на калибры.
Выписывают из [1] или приложения П3 допуски и предельные отклонения калибров. Для диаметра 40 Н7: Z =3,5 мкм; Н = 4 мкм; Y = 3 мкм.
Вычисляют предельные размеры калибров:
ПР
=D
+
Z+![]() =40+0.0035+0.002=40.0055
мм,
=40+0.0035+0.002=40.0055
мм,
ПР![]() =D
+Z-
=40+0.0035-0.002=40.0015
мм,
=D
+Z-
=40+0.0035-0.002=40.0015
мм,
ПР![]() =D
-Y=
40-0.003=39.997 мм,
=D
-Y=
40-0.003=39.997 мм,
НЕ =D + = 40.025 + 0.002 = 40.027 мм,
НЕ =D - = 40.025-0.002= 40.023 мм.
Исполнительные размеры калибров-пробок:
ПР=40,0055![]() мм;
НЕ = 40,027
мм.
мм;
НЕ = 40,027
мм.
На каждом калибре НЕ и ПР необходимо измерить восемь размеров: четыре – вдоль одной образующей поверхности калибра и четыре размера диаметров в одном поперечном сечении и оформить табл. 5.1
Таблица 5.1
Калибры |
Вдоль образующей, мкм |
В поперечном сечении |
Действительный размер калибра |
||||||||
1 |
2 |
3 |
4 |
ЕFP |
1 |
2 |
3 |
4 |
FFK |
мм |
|
ПР |
|
|
|
|
|
|
|
|
|
|
dпрr = |
НЕ |
|
|
|
|
|
|
|
|
|
|
dнеr= |
Условие годности
ПР ≥ dпрr ≥ ПР
НЕ ≥ dнеr ≥ НЕ
Содержание отчета
Эскиз калибра – пробки с указанием размеров и параметра шероховатости.
Схема прибора, описание его устройства и работы.
Расчет калибров – пробок на заданный размер.
Схема полей допусков калибров с указанием действительных размеров после измерений.
Таблицы результатов измерений калибров.
Заключение о годности калибров.