

Конструкция и принцип работы микротара
Микрокатор - это измерительный прибор, предназначенный для измерения калибров и других точных изделий относительным методом. Устройство микрокатора показана на рис.5.2.
Измерительный стержень 5 микрокатора подвешен на плоских пружинах 3 и 10. Перемещение измерительного стержня передается пружинной ленте 15 через рычаг 11. К середине ленты приклеена стрелка 13 в виде стеклянной трубки. Передний конец пружинной ленты припаян к плоской пружине 16, образующей консольную балку с заделанным концом. Изменением длины свободной части этой пружины винтом 17 осуществляется регулирование передаточного отношения микрокатора при сборке и ремонте. Винт 18 служит для поворота шкалы 12 при установке прибора на ноль. Рычаги 9 служат для перемещения указателей допуска измеряемого калибра. Пружина 6, втулка 7 и стержень 8 служат для регулирования измерительного усилия. Микрокатор крепится к стойке с помощью трубки 4. Плавное перемещение стрелки и исключение ее вибрации обеспечивается демпфером 14. Наконечник 1 закрепляется на измерительном стержне.

Рис.5.2. Схема устройства микрокатера.

Рис.5.3. Общий вид микрокатора со стойкой.
На рис. 5.3 представлен общий вид микрокатора. Для измерения микрокатор устанавливают на стойку и закрепляют винтом 1 в кронштейне 3, который может перемещаться по колонке 2 с помощью гайки 5 и крепится винтом 4.
Установка прибора на ноль производится следующим образом. Блок концевых мер, собранный на измеремый размер, притирается измерительной поверхностью к столику стойки, при этом винт 4 должен быть отстопорен. После этого, вращая гайку 5, отпускают кронштейн до соприкосновения измерительного наконечника 10 с верхней измерительной поверхностью блока и в этом положении кронштейн закрепляют винтом 4. Точную установку стрелки прибора на ноль производят вращением гайки микровинта 7, после чего столик закрепляют винтом 8. Затем удаляют блок концевых мер и на его место помещают объект измерения.
При измерении калибр прижимают к столику и перемещают его под измерительным стержнем перпендикулярно оси калибра. Наибольшее отклонение стрелки от нуля – действительное отклонение размера от блока мер. Действительный размер калибра будет равен алгебраической сумме размера блока концевых мер и показания прибора.
Принцип работы и устройство вертикального оптиметра икв
Принцип работы оптиметра основан на использовании явления автоколлимации и свойства качающегося зеркала (рис. 5.4). Оптическая система, состоящая из объектива и источника света S, расположенного в фокальной плоскости, называется коллиматором

Рис.5.4. Ход лучей в автоколлиматоре.
Если
источник света S![]() поместить
в фокальную плоскость на некотором
расстоянии
поместить
в фокальную плоскость на некотором
расстоянии
![]() от главной оптической оси (см. рис. 5.4),
то пучок параллельных лучей, выйдя из
объекта и отразившись от зеркала,
расположенного под углом 90
к главной оптической оси, пройдя через
объектив, сойдется в точке S
от главной оптической оси (см. рис. 5.4),
то пучок параллельных лучей, выйдя из
объекта и отразившись от зеркала,
расположенного под углом 90
к главной оптической оси, пройдя через
объектив, сойдется в точке S![]() на таком же расстоянии
от главной оптической оси, но с другой
от нее стороны.
на таком же расстоянии
от главной оптической оси, но с другой
от нее стороны.
В
трубке оптиметра шкала 1 и указатель 2
нанесены на плоскость стеклянной
пластины 6, лежащей в фокальной плоскости
объектива 7. Шкала 1 и указатель 2
расположены в этой плоскости с разных
сторон относительно главной оптической
оси. Освещенная шкала S![]() является источником света. Лучи света
от шкалы, пройдя объектив 7 и преломившись
в нем, выходят из него пучком параллельных
лучей. Эти лучи, отразившись от зеркала
4, вновь проходят через объектив и дают
изображение шкалы 3 симметричное шкале
1 относительно оси X-X. Осветительная
призма 5 заэкранирована, поэтому через
окуляр 8 видны только изображение шкалы
3 и указатель 2. Поворот зеркала на угол
(см. рис. 5.5), вызывает смещение изображения
шкалы относительно указателя 2 (рис.
5.4) на величину t (рис. 5.5).
является источником света. Лучи света
от шкалы, пройдя объектив 7 и преломившись
в нем, выходят из него пучком параллельных
лучей. Эти лучи, отразившись от зеркала
4, вновь проходят через объектив и дают
изображение шкалы 3 симметричное шкале
1 относительно оси X-X. Осветительная
призма 5 заэкранирована, поэтому через
окуляр 8 видны только изображение шкалы
3 и указатель 2. Поворот зеркала на угол
(см. рис. 5.5), вызывает смещение изображения
шкалы относительно указателя 2 (рис.
5.4) на величину t (рис. 5.5).
Оптическая схема оптиметра представлена на рис. 5.6. Лучи света от зеркала 1 направляются в призму полного внутреннего отражения 2, склеенную со стеклянной пластинкой 3, расположенной в фокальной плоскости объектива 5. На пластине 3 имеется шкала, смещенная влево относительно главной оптической оси. Лучи света проходят через призму 4 и объектив 5, падают на зеркало 6. Отразившись от зеркала, лучи возвращаются в объектив и, преломившись там, снова собираются в фокальной плоскости и дают изображение шкалы, смещенное вправо от главной оптической оси. Зеркало 6 имеет две неподвижные опоры 7, относительно которых оно поворачивается под действием измерительного стержня 8. Если плоскость зеркала 6 перпендикулярна главной оптической оси, то нулевой штрих отраженной шкалы будет совпадать с неподвижным указателем. Если зеркало отклонить на некоторый угол к главной оптической оси, то отраженная шкала переместиться вверх или вниз относительно неподвижного указателя.

Рис.5.5. Ход лучей при повороте зеркала.
Перемещение изображения шкалы относительно неподвижного указателя можно определить из рис. 5.5:
t = F tg 2 (5.1)
где F- главное фокусное расстояние объектива; - угол поворота зеркала.
Передаточное отношение оптиметра
i
=![]()
где S – перемещение измерительного стержня соответствующее повороту зеркала на угол .
Из рис. 5.6 имеем
S = b tg (5.2)
где b –расстояние между точкой опоры измерительного стержня (см. рис. 5.6) и осью 7 качающегося зеркала.
С учетом формул (5.1) и (5.2) передаточное отношение
i
=![]()
Для
небольших углов, когда tg![]() ,
получим
,
получим
i
=![]()
В существующих конструкциях оптиметров принято F= 200 мм; b = 5 мм.
Отсюда
i = 80. Интервал деления реальной шкалы
1 (см. рис. 5.4) пластины 0,08 мм. Общее
увеличение оптиметра при двенадцатикратном
увеличении окуляра составляет k
=
80 х 12 = 960, интервал деления изображения
шкалы![]()
![]() =
0,96 мм. Цена деления
=
0,96 мм. Цена деления
с=![]() =
=![]() =0,001
мм
=0,001
мм
Настройка прибора и методика измерения аналогичны вышеописанным для микрокатора.
Общий вид вертикального оптиметра ИКВ представлен на рис. 5.7.
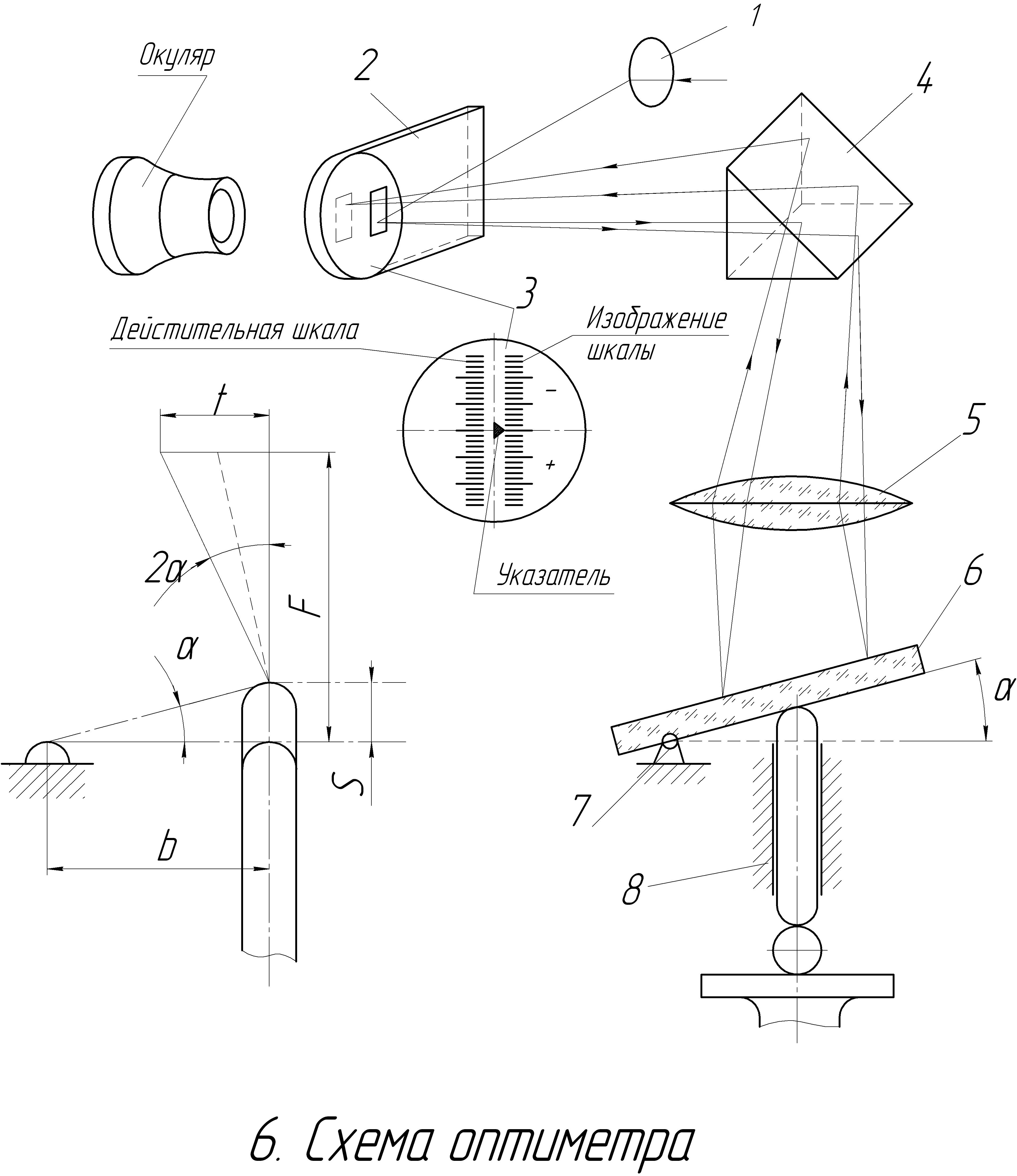
Рис.5.6. Схема оптиметра.

Рис.5.7. Общий вид оптиметра