

Порядок расчета в общем виде.
Дана посадка, для которой необходимо определить вероятность получения сопряжений с зазором или натягом в пределах
Δ1 ≤ Δ ≤ Δ2
1. По таблицам допусков и посадок находим предельные отклонения для сопрягаемых деталей ES, EI, es, ei и определяем допуски TD и Тd.
2. Определяем среднее квадратическое отклонение для данной посадки
σП
=![]() /6
/6
3. Вычисляем среднее арифметическое значение случайной величины
Δ=(ES+EI)/2 –(es+ei)/2
Для посадок с зазором получим Δ>0, для посадок с натягом Δ<0, для переходных посадок может получиться как Δ>0, так и Δ<0
4. Находим граничные значения безразмерной случайной величины
z1= (Δ1-| Δ|)/ σП; z2= (Δ2-| Δ|)/ σП
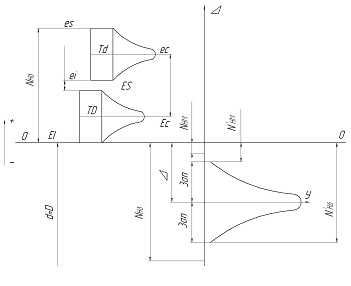
Рис.4.3. Схемы Олей допусков и кривые нормального распределения для посадки с натягом.

Рис. 4.4. Схемы полей допусков и кривые нормального распределения для посадки с зазором.
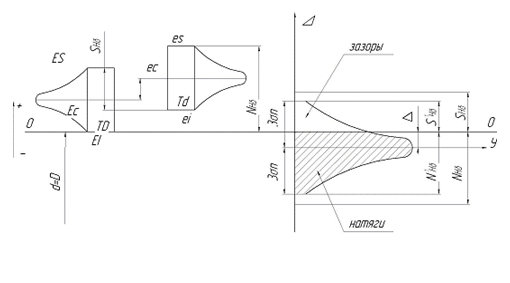
Рис. 4.5. Схемы полей допусков и кривые нормального распределения для переходной посадки.
5.
По таблице П1 приложения, находим
значения функции Ф(z)
для Z1
и Z2
Вероятность
того, что случайная величина (зазор или
натяг) будет заключена в пределах Δ1
≤ Δ ≤ Δ2
равна
Ф(Z2)
- Ф(Z1).
При вычитании следует учитывать знаки:
для отрицательных значений z
- функцию
Ф(z)
следует брать со знаком минус. После
вычитания надо взять абсолютную
величину, т.к. вероятность - число
абсолютное. На рис. 4.3…4.5 показаны кривые
нормального распределения для различных
типов посадок. При этом приняты следующие
обозначения: -
![]() наибольший и наименьший вероятные
зазоры;
наибольший и наименьший вероятные
зазоры;
![]() -
наибольший и наименьший вероятные
натяги.
-
наибольший и наименьший вероятные
натяги.
Они определяются по выражениям
SНБ’= Δ+3σП; SНМ’= Δ-3σП;
NНБ’=| Δ|+3σП; NНМ’=| Δ|-3σП;
Для переходных посадок
SНБ’= 3σП + Δ; NНБ’=3σП - Δ;
В курсовой работе расчеты посадки по теории вероятности должны включать:
определение вероятности появления зазора и натяга в переходных посадках, либо вероятности появления зазора или натяга в заданных пределах для посадок с зазором или натягом, согласно заданию;
определение наибольших и наименьших вероятных зазоров или натягов:
графическое построение кривой нормального распределения для заданной посадки по уравнению (7).
4.5. Обеспечение взаимозаменяемости резьбовых соединений.
В курсовой работе требуется для заданного резьбового соединения назначить посадку, обозначить ее на чертеже, построить схему полей допусков, определить предельные размеры и зазоры по всем диаметрам, указать методы и средства контроля деталей резьбового соединения. Рассматриваются резьбовые сопряжения, предназначенные для крепления деталей: крышек подшипников, шестерен, маховиков, рычагов и т.п. Для этого применяются метрические крепежные резьбы. Размеры их установлены ГОСТ 24705-81, профиль ГОСТ 9150-81, а допуски ГОСТ 16093-81 [1,4]. По чертежу и заданному масштабу определяют наружный диаметр и шаг резьбы. Предпочтение отдают резьбам с крупным шагом. В необходимых случаях, например, для тонкостенных деталей, рекомендуется применять резьбы с мелким шагом. По наружному диаметру и шагу определяют средний и внутренний диаметры по [1,4].
Для образования допусков и посадок с зазором установлены основные отклонения для гайки E, F, G, H, для болта d, e, f, g, h, и степени точности» приведенные в табл. 4.3.
Таблица 4.3.
Диаметры |
Степени точности |
|
Для болта |
Для гайки |
|
Наружный |
4,6,8 |
Допуски не нормированы |
Средний |
3,4,5,6,7,8,9 |
4,5,6,7 |
внутренний |
Допуски не нормированы |
5,6,7 |
Рекомендуемые допуски и отклонения приведены в [1,4].
Основные отклонения для всех диаметров резьбы данной детали выбираются одинаковыми. После определения номинальных размеров, основных отклонений и допусков строят схему полей допусков (рис. 4.6) и вычисляют предельные размеры, зазоры по всем диаметрам. При этом на схеме следует указать все отклонения и номинальные диаметры. Шероховатость поверхности резьбы выбирают по ГОСТ 2789-81 в соответствии с рекомендациями, изложенными выше.
Следует указать методы и средства контроля деталей резьбового соединения. Для крепежных резьб применяется комплексный метод контроля с помощью калибров, назначение и характеристика которых даны в [2].
Гайку контролируют проходными ПР и непроходными НЕ резьбовыми пробками по среднему и наружному диаметрам, а по внутреннему диаметру так же, как и гладкие цилиндрические детали.

Рис. 4.6- Схема полей допусков для резьбовой посадки
Болт по среднему и внутреннему диаметрам контролируют с помощью резьбовых проходного - ПР и непроходного –НЕ колец, а по наружному диаметру - гладкими калибрами.
Конструкции резьбовых калибров стандартизированы. В пояснительной записке необходимо дать наименование каждого калибра и обозначение.