

3.15. Нормирование точности зубчатых передач и колес.
3.14.1. Классификация передач.
Зубчатые передачи классифицируются по назначению:
Кинематические, предназначенные для точной передачи закона движения. Это зубчатые передачи средств измерения, отсчетных устройств, цепей деления и обкатки металлорежущих станков.
Скоростные, предназначенные для передачи энергии. Функционируют при больших скоростях вращения и средних нагрузках. Это редукторы различных машин, авиационных двигателей и др.
Силовые, предназначенные для передачи нагрузок. Характеризуются большим модулем и большой шириной.
Передачи общего назначения, к которым не предъявляются особые требования.
По расположению осей вращения колес:
Передачи с параллельными осями: цилиндрические.
Передачи с пересекающимися осями: конические.
Передачи с перекрещивающимися осями: червячные, гипоидные.
По профилю зуба: эвольвентные и с зацеплением Новикова.
По форме зуба: прямозубые, косозубые, винтовые, с круговыми зубьями, шевронные.
3.15.2. Общие положения.
Стандартизованы значения модуля до m=55, межцентрового расстояния зубчатых передач и диаметра делительной окружности до 6300 мм.
Для всех видов зубчатых передач и колес допуски и отклонения, относящиеся к параметрам зубчатого венца, по функциональном признакам сгруппированы в четыре вида норм:
Нормы кинематической точности
Нормы плавности работы
Нормы контакта зубьев
Нормы бокового зазора.
Установлено двенадцать степеней точности с 1 по 12 в порядке снижения точности. Важнейшим показателем точности зубчатых передач и колес является кинематическая погрешность – погрешность угла поворота ведомого колеса за определенное время, выраженное длинной дуги делительной окружности ведомого колеса.
Если
ведущее колесо 1 с числом зубьев Z1
(см. рис. 3.53.) повернулось на угол 1,
а ведомое колесо 2 с числом зубьев на
угол 2,
то кинематическая погрешность при этом
определяется
![]() ,
мкм.
,
мкм.
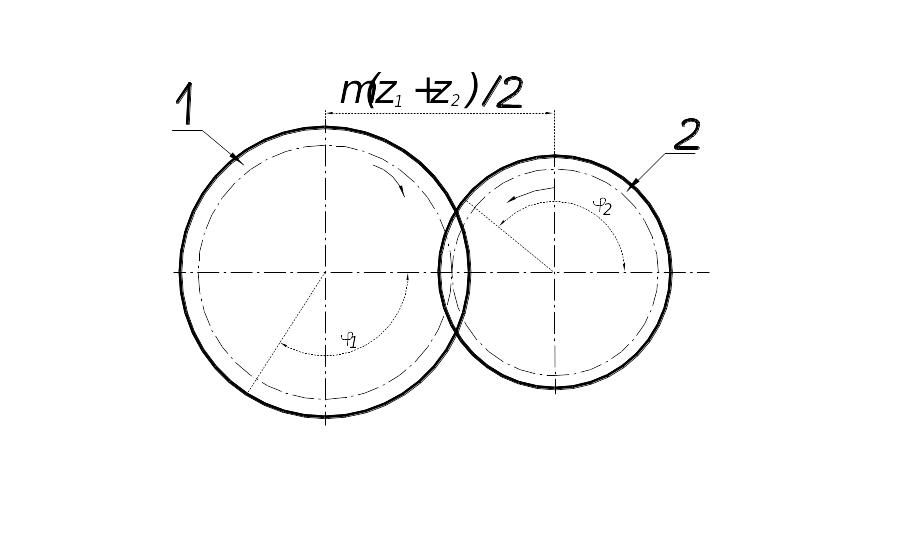
Рис. 3.53. К определению кинематической погрешности.
Нормы кинематической точности содержит допуски, ограничивающие наибольшую кинематическую погрешность, т.е. кинематическую погрешность за оборот колеса или цикл передачи.
Нормы плавности работы содержат допуски и предельные отклонения, ограничивающие амплитуду и частоту колебания кинематической погрешности, т.е. изменение кинематической погрешности за время, не превышающее время поворота зубчатого колеса на один зуб.
В связи с тем, что наибольшая кинематическая погрешность всегда превышает амплитуду ее колебания, то все допуски и отклонения, характеризующие наибольшую кинематическую погрешность, обозначаются заглавной буквой F, а относящиеся к нормам плавности - строчечной буквой f.
При этом приняты следующие обозначения с помощью штрихов и индексов.
Реальные отклонения обозначаются теми же буквами, что и нормированные значения, но с индексом r-real. Если параметр относится к передаче, то это обозначается индексом О, если отклонение определяется в зацеплении, то-индексом i, если при однопрофильном зацеплении, то к обозначению добавится штрих, если при двухпрофильном зацеплении, то к обозначению добавляется два штриха.
Допуски, входящие в нормы точности, делятся на достаточные и недостаточные. Достаточный допуск полностью характеризует требуемую точность. Недостаточный допуск не определяет требуемую точность. Лишь два недостаточных допуска, составляющие комплекс, полностью характеризуют требования точности для колес и передач любой степени точности. Для степеней точности с 9 по 12 любой один допуск является достаточным. Для степеней точности с 3 по 8 требования точности определяют либо один достаточный допуск, либо комплекс, включающий два недостаточных для этих степеней допуска.
Право выбора конкретных допусков и отклонений принадлежит изготовителя, т.е. технологу. Конструктор в чертежах должен указать степени точности, виды сопряжения и допуска на него. Контроль точности может производиться на собранной передаче или на отдельных колесах. Если параметр контролируется на передаче, то контроль его на колесах не обязателен, и, наоборот, если параметр контролируется на колесах, то контроль этого параметра в передаче не обязателен.