

13. Нормирование точности угловых параметров.
Нормированы номинальные значения углов. Установлено три ряда номинальных значений углов. Ряд 1: 5, 5, 15, 30, 45, 60, 90, 120. Ряд 2: 030, 1, 2, 3, 4, 6, 7, 8, 10, 20, 40, 75. Ряд 3 содержит 25 угловых размеров в интервале от 0 до 360. Приоритет в применении имеет первый ряд. Нормированы значения допусков в 17-ти степенях точности с 1-ой по 17-ую в порядке увеличения допусков. Допуск в любой степени выбирается в зависимости от размера меньшей стороны угла из интервалов размеров от 1 до 2500 мм. Допуск в текстовых документах обозначается АТ с указанием степени точности, например, АТ10.
Допуск угла – разность наибольшего и наименьшего предельных углов.
Предельные отклонения от номинального значения не нормированы. Разрешено любое расположение поля допуска относительно номинального угла в пределах допуска со следующими предельными отклонениями +АТ, -АТ, АТ/2 (см. рис. 3.47.).
Р ис. 3.47. Расположение полей угловых допусков.
В каждой степени установлено три вида допусков: АТ-угловой допуск в микрорадианах, АТ - округленное значение допуска в градусах, минутах и секундах, АТh – допуск угла, выраженный длиной отрезка в мкм на перпендикуляре к короткой стороне угла на расстоянии L от вершины .Cтепени точности 7 и 8 относятся к высокой точности, с 9 по 12 к нормальной точности, с 13 по 15 – пониженная точность, 16 и 17 для свободных размеров.
3.14. Нормирование гладких конических соединений.
Конические соединения обладают следующими преимуществами перед цилиндрическими: возможность регулирования зазора за счет осевого смещения наружной детали относительно внутренней, возможность достижения идеального центрирования, возможность передачи крутящего момента и осевой силы без дополнительных деталей.
В конической поверхности различают основную и базовую плоскости. Основная плоскость – плоскость, в которой задан номинальный размер поверхности.
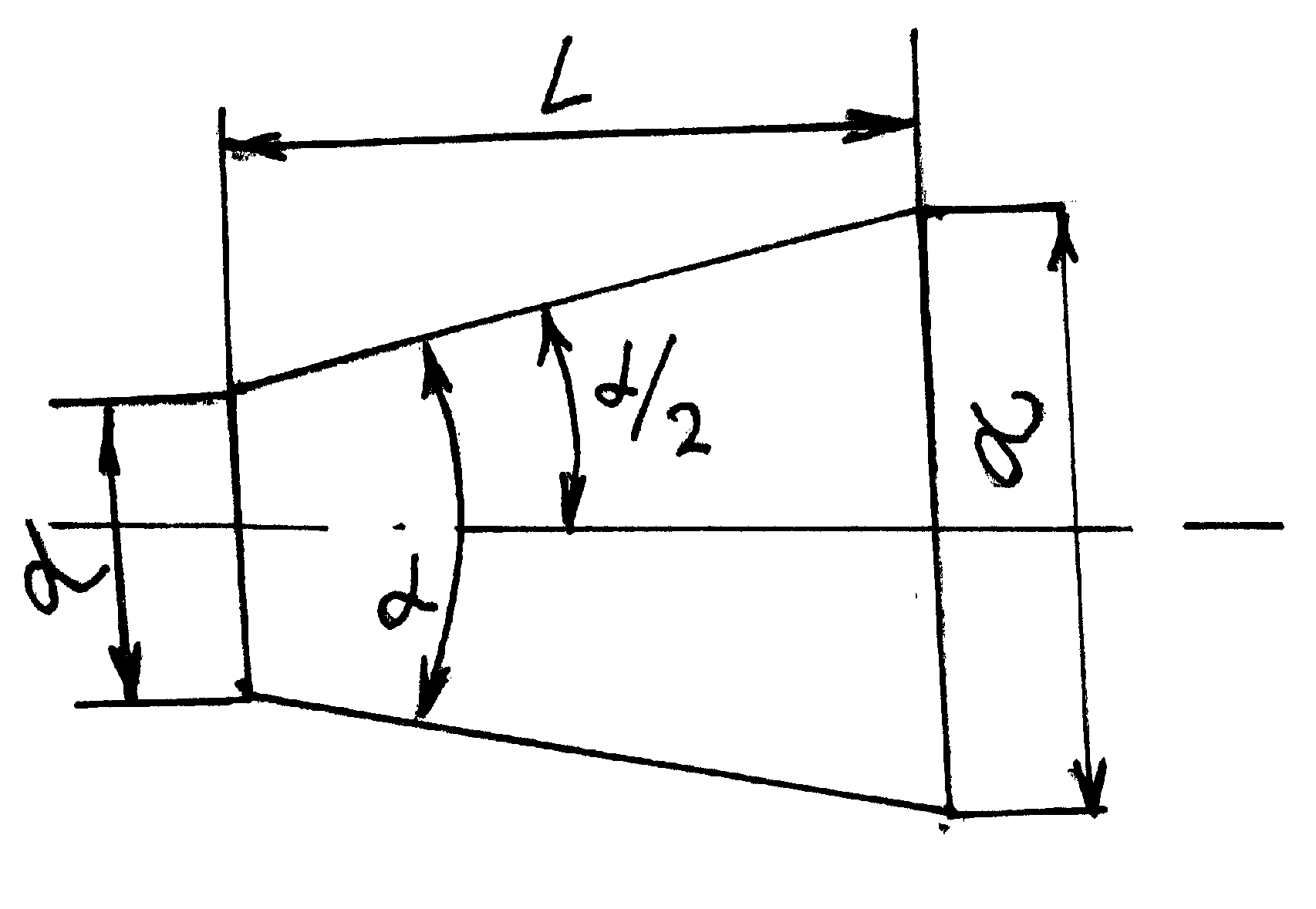
Рис. 3.48. Размеры конуса.
Базовая плоскость – плоскость, перпендикулярная оси, служащая для определения осевого положения основной плоскости. Основная и базовая плоскости могут совпадать. Базорасстояние конуса – расстояние от базовой плоскости до основной. Базорасстояние конического соединения – расстояние между базовыми плоскостями наружного и внутреннего конусов.
Коническая
поверхность может быть задана следующими
сочетаниями трех размеров: d,
D
и L;
D,
![]() и L;
D,
L
и ;
d,
,
L.
Обычно угол
не задается, а в чертежах указывается
конусность
и L;
D,
L
и ;
d,
,
L.
Обычно угол
не задается, а в чертежах указывается
конусность
![]() в виде отношения разности D-d=1
мм к соответствующей длине L.
Стандартизированы следующие номинальные
значения конусности: 1:500, 1:200, 1:100, 1:50;
1:30, 1:20; 1:10, 1:3.
в виде отношения разности D-d=1
мм к соответствующей длине L.
Стандартизированы следующие номинальные
значения конусности: 1:500, 1:200, 1:100, 1:50;
1:30, 1:20; 1:10, 1:3.
Конические присоединительные поверхности шпинделей сверлильных, токарных и других станков представляют конуса Морзе, которые имеют конусность приблизительно 1:20 и имеют номера в зависимости от диаметра большего основания конуса: 0, 1, 2, 3, 4, 5 и 6. Гнезда шпинделей расточных станков выполнены в виде метрических конусов с конусностью 1:20 и размерами большего основания в мм: 80, 100, 120, 160, 200.
Установлено два способа нормирование допусков конусов:
Совместное нормирование всех видов допусков допуском ТD диаметра в любом сечении.
Раздельное нормирование каждого вида допуска: допуск ТDS диаметра конуса в заданном сечении, допуска АТ на угол конуса, допуска круглости TFK и допуска прямолинейности образующей TFL. Допуски и предельные отклонения диаметров конусов определяются квалитетами и основными отклонениями системы допусков для гладких цилиндрических соединений. В качестве номинального диаметра принимается диаметр большего основания конуса.
Посадка конического соединения – разность размера внутреннего и наружного конусов при фиксации их взаимного осевого положения. В зависимости от способа фиксации взаимного осевого положения наружного и внутреннего конусов посадки подразделяются на
Посадки с фиксацией путем совмещения конструктивных элементов (см. рис. 3.49.). При этом способе возможны посадки с зазором, с натягом и переходные, которые на чертежах обозначаются, например, так А: 50
 ,
50
,
50 ,
50
,
50 .
.
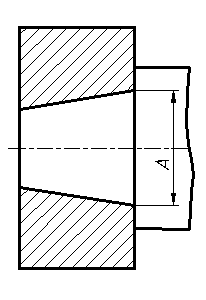
Рис. 3.49. Посадка коническая с фиксацией путем совмещения конструктивных элементов.
Посадки с фиксацией по заданному осевому расстоянию Z между базовыми плоскостями сопрягаемых конусов (см. рис. 3.50.). При этом могут быть получены все три вида посадок.
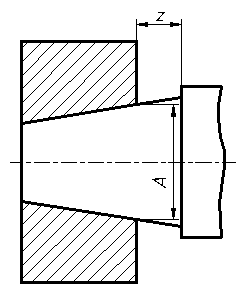
Рис. 3.50. Посадка с фиксацией по заданному осевому расстоянию между базовыми плоскостями.
Посадки с фиксацией по заданному осевому смещению Е сопрягаемых конусов от их начального положения, показанного штрихпунктирной линией (см. рис. 3.51.). При этом возможно получение посадок с зазором или с натягом. Посадка обозначается, например, так В: 50 , 50 . Начальное положение изображается штрихпунктирной линией.
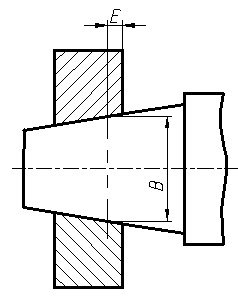
Рис. 3.51. Посадка с фиксацией по заданному осевому смещению конусов от начального положения.
Посадки с фиксацией по заданному усилию запрессовки. При этом возможны только посадки с натягом. Усилие запрессовки указывается в технических требованиях чертежа.
Конические детали контролируют с помощью конических предельных калибров. Для контроля внутренних конусов применяются калибры-пробки, для контроля наружных конусов калибры-втулки. На коническом калибре имеются две отметки в виде рисок или уступа, смещенные вдоль оси. Верхняя отметка у большего основания конуса является непроходной, нижняя – проходной. Большое основание конуса – детали при контроле должно находиться между вышеуказанными отметками (см. рис.3.52)

Рис. 3.52. Схема контроля коническим калибром – пробкой.