

3.12.2. Допуски и посадки метрической крепежной резьбы для соединений с зазором.
Допуски установлены в степенях точности по всем диаметрам согласно табл.3.5.
Таблица 3.5.
Степени точности резьбы.
Диаметр |
Наружная резьба |
Внутренняя резьба |
Наружный |
4, 6, 8 |
Не нормированы |
Средний |
3, 4, 5, 6, 7, 8, 9 |
4, 5, 6, 7, 8 |
Внутренний |
Не нормированы |
4, 5, 6, 7, 8 |
Допуски в степенях точности вычислены с помощью коэффициентов точности и резьбных единиц допуска. Для координации полей допусков относительно нулевых линий диаметров установлены следующие основные отклонения: для наружной резьбы d, e, f, g и h, для внутренней E, F, G и H. Отклонения E, F применяются для резьб, подлежащих гальваническим покрытиям. Схемы отклонений показаны на рис.3.42
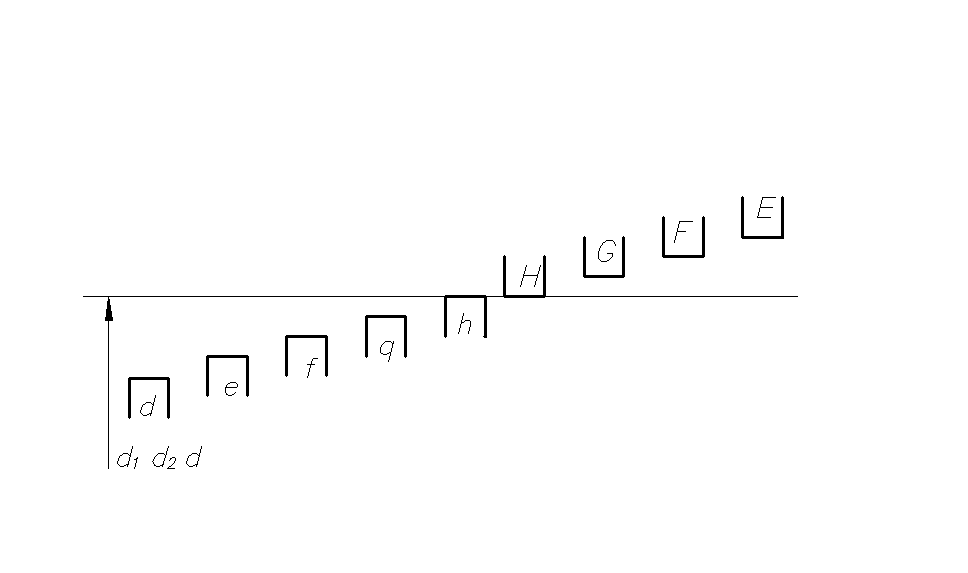
Рис. 3.42. Основные отклонения для резьбовых посадок с зазором.
Основные отклонения и степени точности для различных диаметров могут быть разными. Допуски по наружному и внутреннему диаметром являются элементарными, а по среднему – суммарным, складывающимся из допуска на размер среднего диаметра и диаметральных компенсаций допустимых погрешностей шага и угле профиля. На рисунке 3.43. показаны контуры профилей наружной и внутренней резьб с одинаковыми средними диаметрами, но с разными шагами гайки РГ и болта РБ (РГРБ). Такие резьбы соединиться не могут, т.к. выступы наружной резьбы должны внедриться в выступы внутренней резьбы на заштрихованных участках профилей (см. рис.3.43). Соединение возможно, если контур профиля наружной резьбы опустить вниз так, чтобы точка А совместилась с точкой В, либо поднять контур профиля внутренней резьбы так, чтобы его точка В совместилась с точкой А, что возможно только либо уменьшением среднего диаметра наружной резьбы, либо увеличением среднего диаметра внутренней резьбы на fp (см. рис. 3.43.).

Рис.. 3.43. Интерференция выступов наружной и внутренней резьб из-за разности их шагов РВРН.
Таким
образом, если болт со средним диаметром
d2
имеет погрешность шага Р
на длине свинчивания (соединения), то
такой болт с точки зрения его соединения
с внутренней резьбой эквивалентен
болту без погрешности шага, но со средним
диаметром, превышающим d2
на fp
(см. рис.3.43), которая определяется из
АВС
![]() ,
при
fp=1,732
Р,
т.е болт с диаметром d2
и с погрешностью шага Р
может быть заменен (приведен к болту)
болтом без погрешности шага, но с
диаметром d2пр=d2+fp,
который называется приведенным средним
диаметром, а fp
– диаметральной компенсацией погрешности
шага на длине свинчивания. Погрешность
шага внутренней резьбы уменьшает ее
приведенный средний диаметр на fp
по сравнению с измеренным средним
диаметром D2:
D2пр
= D2
– fp.
,
при
fp=1,732
Р,
т.е болт с диаметром d2
и с погрешностью шага Р
может быть заменен (приведен к болту)
болтом без погрешности шага, но с
диаметром d2пр=d2+fp,
который называется приведенным средним
диаметром, а fp
– диаметральной компенсацией погрешности
шага на длине свинчивания. Погрешность
шага внутренней резьбы уменьшает ее
приведенный средний диаметр на fp
по сравнению с измеренным средним
диаметром D2:
D2пр
= D2
– fp.
Характер резьбового соединения определяется разностью приведенных средних диаметров наружной и внутренней резьб.
К
таким же последствиям приводит и
отклонение половины угла профиля резьбы
![]() (см. рис. 3.44.) . Из рис.3.44. видно, что выступ
наружной резьбы, имеющий погрешность
угла профиля
(см. рис. 3.44.) . Из рис.3.44. видно, что выступ
наружной резьбы, имеющий погрешность
угла профиля ![]() ,
при равенстве средних диаметров наружной
и внутренней резьб не может разместиться
во впадине внутренней резьбы из-за
наложения контуров профилей в
заштрихованных зонах. Для того, чтобы
соединить наружную резьбу с погрешностью
половины угла профиля c
внутренней резьбой без погрешности
половины угла профиля, необходимо
уменьшить средний диаметр наружной
резьбы на величину f,
называющуюся диаметральной компенсацией
угла профиля и определяемую по зависимости
f=0,366
Р
,
мкм, где Р в мм,
в минутах.
,
при равенстве средних диаметров наружной
и внутренней резьб не может разместиться
во впадине внутренней резьбы из-за
наложения контуров профилей в
заштрихованных зонах. Для того, чтобы
соединить наружную резьбу с погрешностью
половины угла профиля c
внутренней резьбой без погрешности
половины угла профиля, необходимо
уменьшить средний диаметр наружной
резьбы на величину f,
называющуюся диаметральной компенсацией
угла профиля и определяемую по зависимости
f=0,366
Р
,
мкм, где Р в мм,
в минутах.
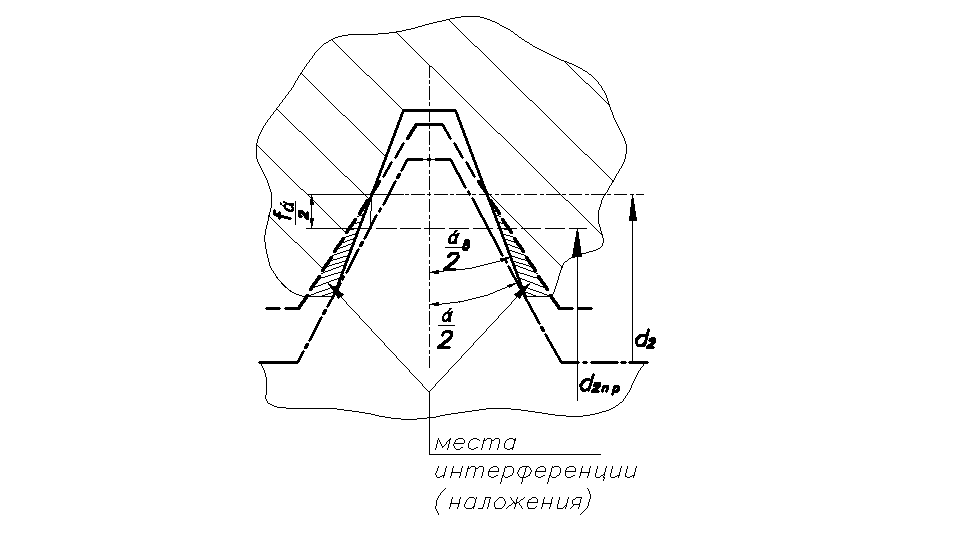
Рис.
3.44. Интерференция профиля наружной
резьбы из-за погрешности половины угла
профиля ![]() .
.
Таким
образом, если внутренние и наружные
резьбы со средними диаметрами D2
и d2
имеют погрешности шага Р
на длине свинчивания и половины угла
профиля ![]() ,
то они эквивалентны по свинчиванию
резьбам без этих погрешностей, но с
приведёнными средними диаметрами,
определяемыми D2пр
= D2
– fp-
f,
d2пр=d2+fp+f.
,
то они эквивалентны по свинчиванию
резьбам без этих погрешностей, но с
приведёнными средними диаметрами,
определяемыми D2пр
= D2
– fp-
f,
d2пр=d2+fp+f.
В стандартах нормированы отклонения и допуски приведенных средних диаметров, т.к. они определяют характер резьбового сопряжения.
При нормировании допусков и отклонений приведенного среднего диаметра в зависимости от степени точности, среднего диаметра,шага и нормальной длины свинчивания устанавливаются предельные отклонения среднего диаметра, и наибольшие допускаемые значения погрешностей шага Р и половины угла профиля . При этом предельные размеры приведенных средних диаметров определяются:
для внутренней резьбы D2прmax = D2 + ЕS
D2прmin = D2 + ЕI - fp - fa
суммарный допуск среднего диаметра ТД2 сумм = D2прmax - D2прmin = ЕS - ЕI + fp+ fa= Тd2+Fp+ fa,
для наружной резьбы d2прmax = d2 + еs + fa + fp
d2прmin =d2 + еi
суммарный допуск среднего диаметра Тd2 сумм = Тd2 + fa + fp.
Из вышеизложенного следует определение.
Приведенный средний диаметр внутренней (наружной) резьбы – это средний диаметр уменьшенный (увеличенный для наружной резьбы) на сумму диаметральных компенсаций погрешностей шага и половины угла профиля.
Суммарный допуск среднего диаметра резьбы – допуск на средний диаметр, увеличенный на сумму диаметральных компенсаций погрешностей шага и угла профиля.
В
стандартах содержаться допуски и
предельные отклонения приведенного
среднего диаметра резьбы. Резьбовые
калибры контролируют приведенные
средние диаметры. Поэтому контроль
внутренней резьбы возможен только
предельными калибрами, а наружной –
калибрами или универсальными средствами
измерения: резьбовым микрометром, с
помощью инструментального микроскопа.
Контроль резьбовыми калибрами является
комплексным, контроль с помощью
инструментального микроскопа называется
–поэлементным. При этом следует измерить
средний диаметр d2r,
суммарное
отклонение шага ∆Р
на нормальной длине свинчивания l=0,8d,
отклонение правой и левой половин угла
профиля ![]() и
и ![]() и вычислить действительное значение
приведенного среднего диаметра
и вычислить действительное значение
приведенного среднего диаметра
d2пр=d2r+1,732
P+10-3*0,366
Р ![]() ,
мм, где P,
Р, d2z
в мм,
в минутах.
,
мм, где P,
Р, d2z
в мм,
в минутах.
Действительное отклонение еr = d2пр-d2. Условие годности еi е2еs, где еi и еs соответственно нижнее и верхнее отклонения, приведенные в таблицах.
Н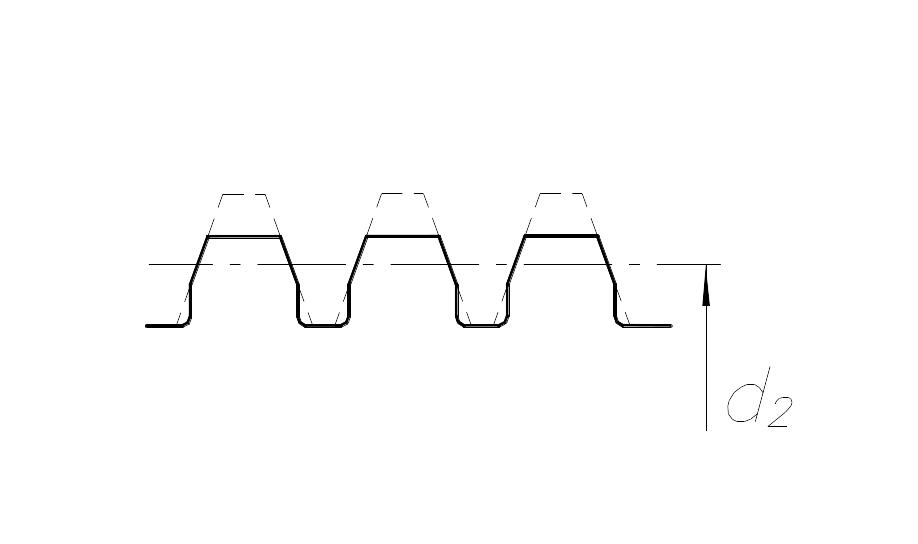 аружная
резьба контролируется предельными
резьбовыми калибрами – кольцами, а
внутренняя – резьбовыми калибрами –
пробками. Проходные калибры должны
полностью завинчиваться, непроходные
не должны полностью завинчиваться в
годную резьбу. Проходные калибры
контролируют приведенный средний
диаметр и глубину канавки резьбы. Они
имеют длину, равную нормальной длине
свинчивания и полный профиль резьбы
(см. рис. 3.45.), непроходные калибры имеют
один - три витка и неполный профиль
резьбы (см. рис. 3.46.).
аружная
резьба контролируется предельными
резьбовыми калибрами – кольцами, а
внутренняя – резьбовыми калибрами –
пробками. Проходные калибры должны
полностью завинчиваться, непроходные
не должны полностью завинчиваться в
годную резьбу. Проходные калибры
контролируют приведенный средний
диаметр и глубину канавки резьбы. Они
имеют длину, равную нормальной длине
свинчивания и полный профиль резьбы
(см. рис. 3.45.), непроходные калибры имеют
один - три витка и неполный профиль
резьбы (см. рис. 3.46.).
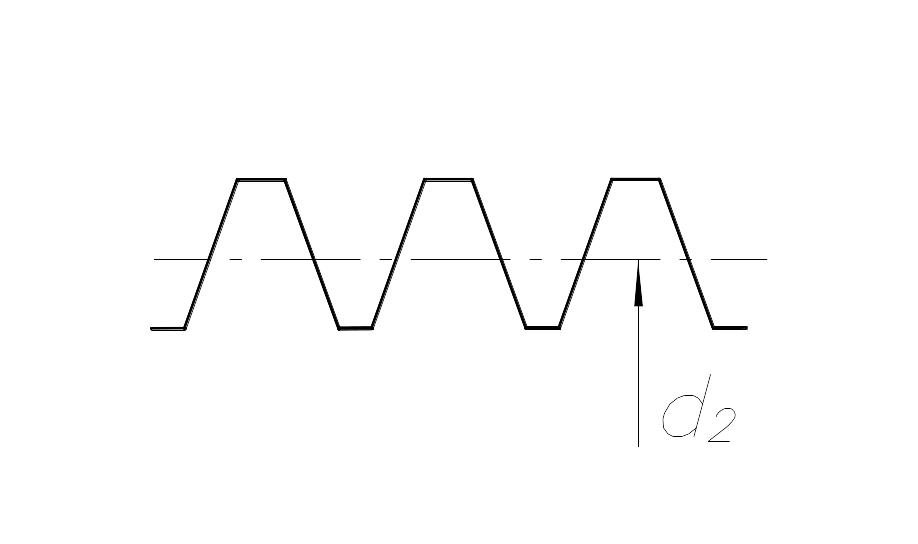
Рис. 3.46. Неполный профиль резьбы калибра HE.
Рис. 3.45. Полный профиль резьбы калибра ПР .
Точность резьбы зависит от длины резьбы, на которой определена погрешность шага или на которую нормирован допуск. В стандартах допуски и степени точности относятся к нормальной длине свинчивания, составляющей L =0,8 от наружного диаметра резьбы. При L <0,8d резьба является короткой и обозначается S, при L=0,8d – нормальной длины свинчивания N, при L>0,8d длинной резьбой, обозначаемой L. При стандартном допуске на средней диаметр в зависимости от длины резьбы он может относится к различным классам: точному, среднему или грубому (см. табл. 3.6.).
Таблица 3.6.
Класс точности |
Длина свинчивания |
Поле допусков |
|
Наружная резьба |
Внутренняя резьба |
||
Точный |
S |
3 h |
4 H |
N |
4 h |
5 H |
|
L |
5 h |
6 H |
|
Средний |
S |
5 h |
5 H |
N |
6 h |
6 H |
|
L |
7 h |
7 H |
|
Грубый |
N |
8 h |
7 H |
L |
|
8 H |
|
Контроль наружных резьб резьбовыми предельными калибрами – кольцами связан с трудностями метрологического контроля калибров – колец, т.к. при этом необходимо иметь не только рабочие калибры – кольца, но и обязательно комплект резьбовых контрольных калибров ─ пробок, включающий восемь контрольных калибров. В единичных и мелкосерийных типах производствах следует отдавать предпочтение по-элементному контролю наружных резьб. Внутренние резьбы следует контролировать только калибрами.