

3.7. Обозначение допусков и посадок в чертежах и другой документации.
Стандартами ЕСКД (единая система конструкторской документации) установлено два способа обозначений. Однако, каждый допуск или посадка должны обозначаться одним из двух способов.
Первый способ – с помощью предельных отклонений. Допуски обозначаются предельными отклонениями, записываемыми справа от номинального размера, верхнее – над номинальным размером, нижнее – снизу от номинального размера (табл. 3.1.) Таблица 3.1
Пример обозначения |
ЕS |
ЕI |
|
+0,25 |
-0,1 |
|
+0,3 |
0 |
|
0 |
-0,2 |
500,2 |
+0,2 |
-0,2 |
Посадки обозначаются дробью: в числителе записывают отклонения для отверстия, в знаменателе – для вала 1
(табл. 3.2.).
Варианты В |
отверстие |
вал |
||
Еs |
Еi |
еs |
еi |
|
|
+0,05 |
+0,01 |
-0,02 |
-0,04 |
|
+0,05 |
0 |
0 |
-0,02 |
|
0 |
-0,02 |
+0,04 |
0 |

Второй способ – буквами основных отклонений и квалитетами: справа от номинального размера записывают букву основного отклонения и номер квалитета, например, допуски обозначают так: 50H7, 50e8 и т.п.
Посадки
обозначают дробью, в числителе которой
записывают обозначение допуска отверстия,
а в знаменателе – допуска вала, например,
50![]() ,
50
,
50![]() .
При этом строчечную букву нельзя
записывать в числителе, а заглавную в
знаменателе.
.
При этом строчечную букву нельзя
записывать в числителе, а заглавную в
знаменателе.
3.8. Схемы полей допусков посадок в системе вала и в системе отверстия.
В системе отверстия для любых посадок отверстие имеет основное отклонение Н и располагается выше нулевой линии, примыкая к ней , а поле допуска вала для образования посадки с зазором располагается ниже, для образования посадки с натягом - выше поля допуска отверстия, а для образования переходной посадки N, S поля допуска перекрываются (см. рис. 3.9.). В системе вала (см. рис. 3.10.) вал имеет основное отклонение h, и его поле допуска располагается ниже нулевой линии, примыкая к ней, а поле допусков для образования посадок с зазором S, натягом N и переходных располагаются в соответствии с рис.3.10
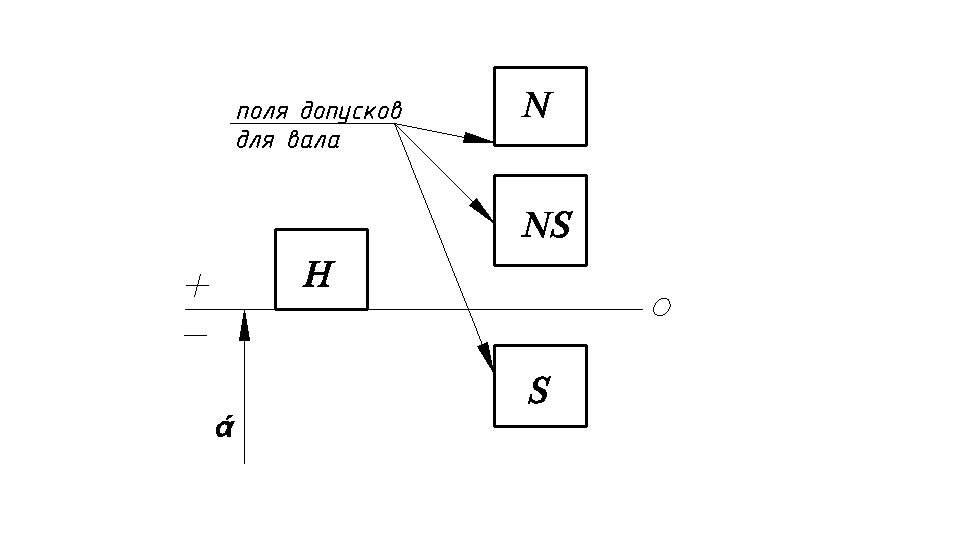
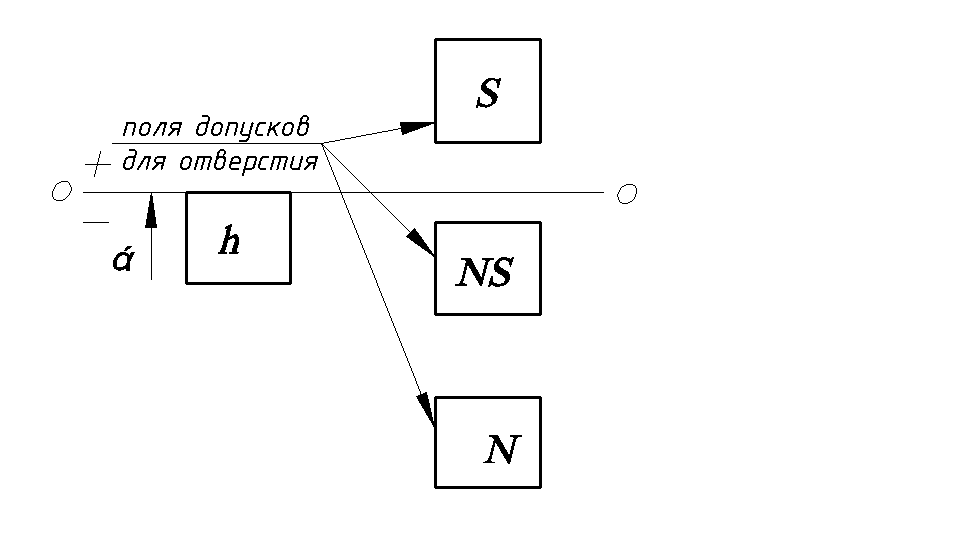
Рис. 3.9. Схемы полей допусков в системе отверстия для посадок с зазором S, натягом N и переходной N, S.
Рис. 3.10. Схемы полей допусков в системе вала для образования различных посадок.
3.9. Нормирование параметров шероховатости.
Шероховатость – совокупность неровностей поверхности с относительно малым шагом P/h40 (см. рис. 3.11).

Рис. 3.11 Неровности поверхности.
При 40P/h100 неровности относится в волнистости, а при P/h1000 – к отклонениям формы. При нормировании параметров шероховатости используются следующие термины: реальная поверхность RП, реальный профиль RП, номинальная поверхность NП и номинальный профиль NП. Нормируемые параметры шероховатости определяются по профилограмме (см. рис. 3.12.) – графическое изображение профиля реальной поверхности в известных горизонтальном (ГМ) и вертикальном(ВМ) масштабах.
 y
y
x
Рис. 3.12. Профилограмма.
В основу нормирования параметров шероховатости положена средняя линия – это линия, имеющая форму номинального профиля и делящая профилограмму в вертикальном направлении на две равные части так, что сумма площадей, заключенных между профилограммой и средней линией и расположенных над ней, равна сумме таких же площадей, расположенных под ней.
Линия, проходящая через наивысшую точку профилограммы параллельно средней линии, называется линией выступов. Линия, проходящая через низшую точку профилограммы параллельно средней линии, называется линией впадин. Расстояние между линиями выступов и впадин – наибольшая высота неровности Rmax является нормированным параметром шероховатости. Параметры шероховатости определяются и измеряются на базовой длине – l. Нормированные значения базовой длины определяются в зависимости от Rmax: чем больше Rmax, тем больше l.
Кроме Rmax нормированы следующие параметры шероховатости