

3.2. Соединения.
Качество сложных объектов – машин во многом определяется качеством соединения, т.е. соответствием их установленным требованиям.
Соединение – две детали, когда одна входит в другую полностью или частично, т.е. одна деталь частично или полностью находится внутри другой.


Рис. 3.2. Соединения.
При этом наружная деталь (рис 3.2) является охватывающей, условно называемой отверстием, а внутренняя является охватываемой, также далее условно называется валом. Поверхности, по которым детали соединяются друг с другом и имеют возможность соприкасаться, называются сопрягаемыми. Поверхности деталей, не являющиеся сопрягаемыми, называются свободными. Сопрягаемые поверхности выполняют определенные функции, к ним предъявляются более высокие требования, чем к свободным поверхностям, которые часто не подвергаются механической обработке резанием.
Соединения могут быть с зазором или с натягом. Зазор S-разность размеров отверстия и вала, если первый больше второго (см. рис. 3.3). S=D-d0.

Рис. 3.3. Зазор.
Функции зазора:
Обеспечивает возможность относительного перемещения деталей соединения, т.е. подвижность.
Облегчает сборку.
Обеспечивает размещение смазки или другой среды между отверстием и валом.
Недостаток
зазора – снижает точность сборки, т.к.
центр отверстия О может не совпадать с
центром вала Ов
на размер эксцентриситета
![]() ,
т.е. зазор не обеспечивает центрирование
деталей соединения.
,
т.е. зазор не обеспечивает центрирование
деталей соединения.
Натяг N образуется тогда, когда размер вала до сборки больше размера отверстия dD (см. рис. 3.4) и N=d-D. Сборка таких деталей требует определенных действий: либо сборку производят с помощью пресса со значительным осевым усилием, которое можно уменьшить или даже исключить, если деталь с отверстием нагреть до необходимой температуры или охладить вал.
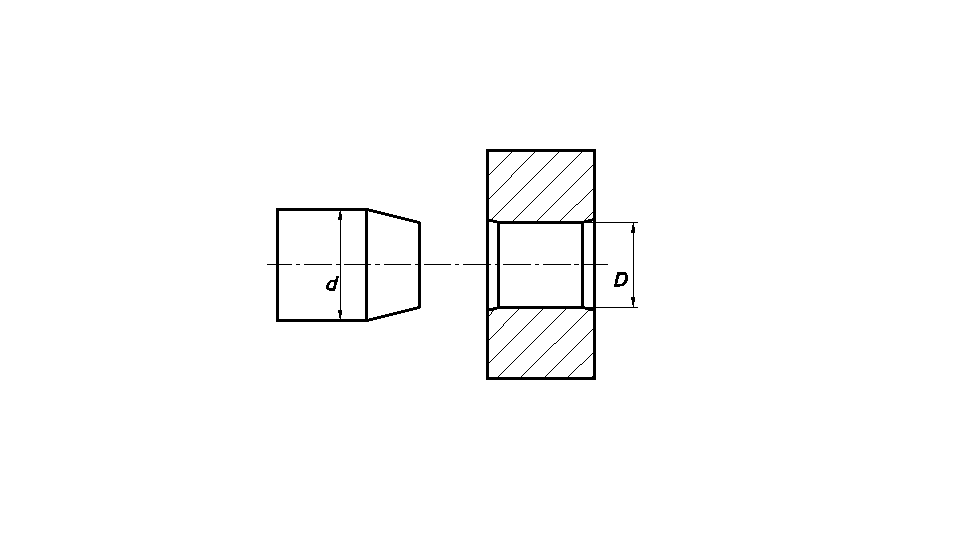
Рис. 3.4. Детали для соединения с натягом.
Необходимая
температура нагрева детали с отверстием
определяется θН=N/αD,
а температура охлаждения вала
![]() ,
в которых
и в
– соответственно коэффициенты линейного
расширения материалов детали с отверстием
и вала.
,
в которых
и в
– соответственно коэффициенты линейного
расширения материалов детали с отверстием
и вала.
Соединенные с натягом детали постоянно находятся в напряженном состоянии и плотно прижаты друг к другу, что создает сопротивление их относительному перемещению, которое тем больше, чем больше натяг. Это свойство соединений с натягом используется в машинах для передачи нагрузок от одной детали к другой. Однако при чрезмерно большом натяге при сборке или в процессе эксплуатации одна из деталей (чаще наружная) может разрушиться. Таким образом, натяг служит для передачи нагрузок и обеспечивает идеальное центрирование деталей соединения.
По подвижности соединения делятся на подвижные, когда одна деталь перемещается относительно другой в рабочем процессе постоянно или периодически, и неподвижные, когда в рабочем процессе объекта относительное перемещение не происходит.
По форме сопрягаемых поверхностей соединения классифицируются на: гладкие цилиндрические, гладкие конические, резьбовые, зубчатые, шпоночные, шлицевые, плоские и сферические.