

Зенкерование
Зенкерование
применяют для увеличения точности
обрабатываемых отверстий. Диаметр
обрабатываемого отверстия определяется
диаметром сверления. Глубина резания
при зенкеровании:
![]() .
Зенкер обеспечивает точность по
9 квалитету и шероховатость Ra=5…2.5
мкм.
.
Зенкер обеспечивает точность по
9 квалитету и шероховатость Ra=5…2.5
мкм.
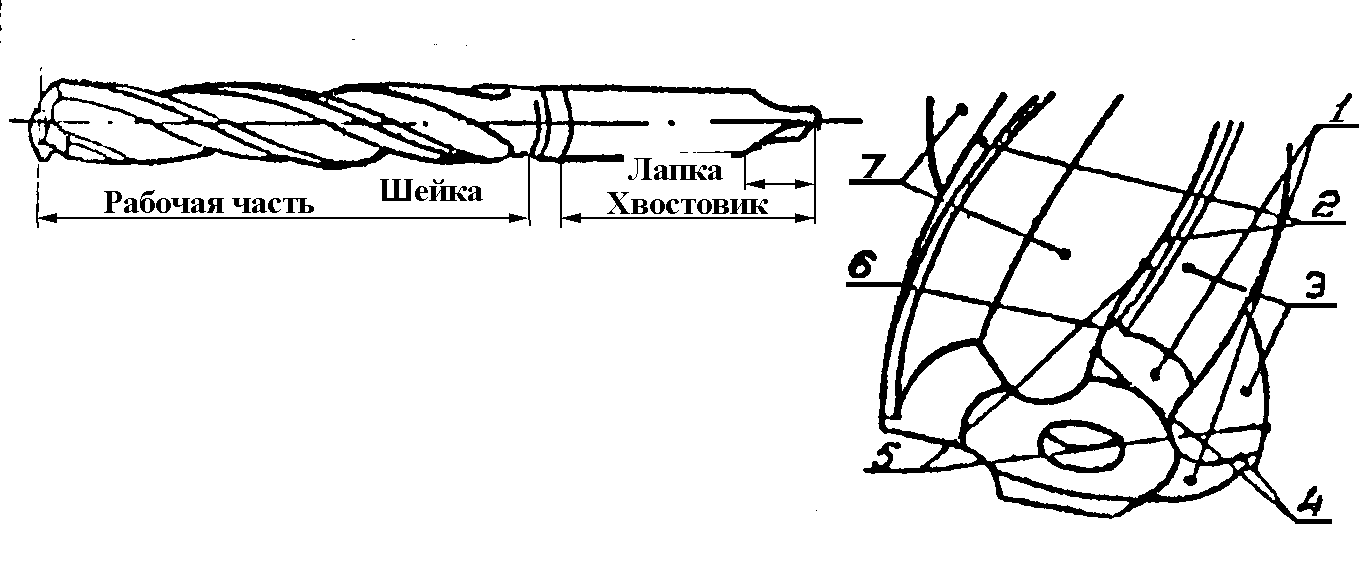
Рисунок 97
На рисунке 97 цифрами обозначены: 1 — главные задние поверхности сверла. 2 — вспомогательные задние поверхности (ленточки). 3 — передние поверхности. 4 — главные лезвия. 5 — вспомогательные лезвия. 6 — вершины и 7 — канавки.
Основные характеристики режущей части зенкера в инструментальной системе координат представлены на рисунке 98.
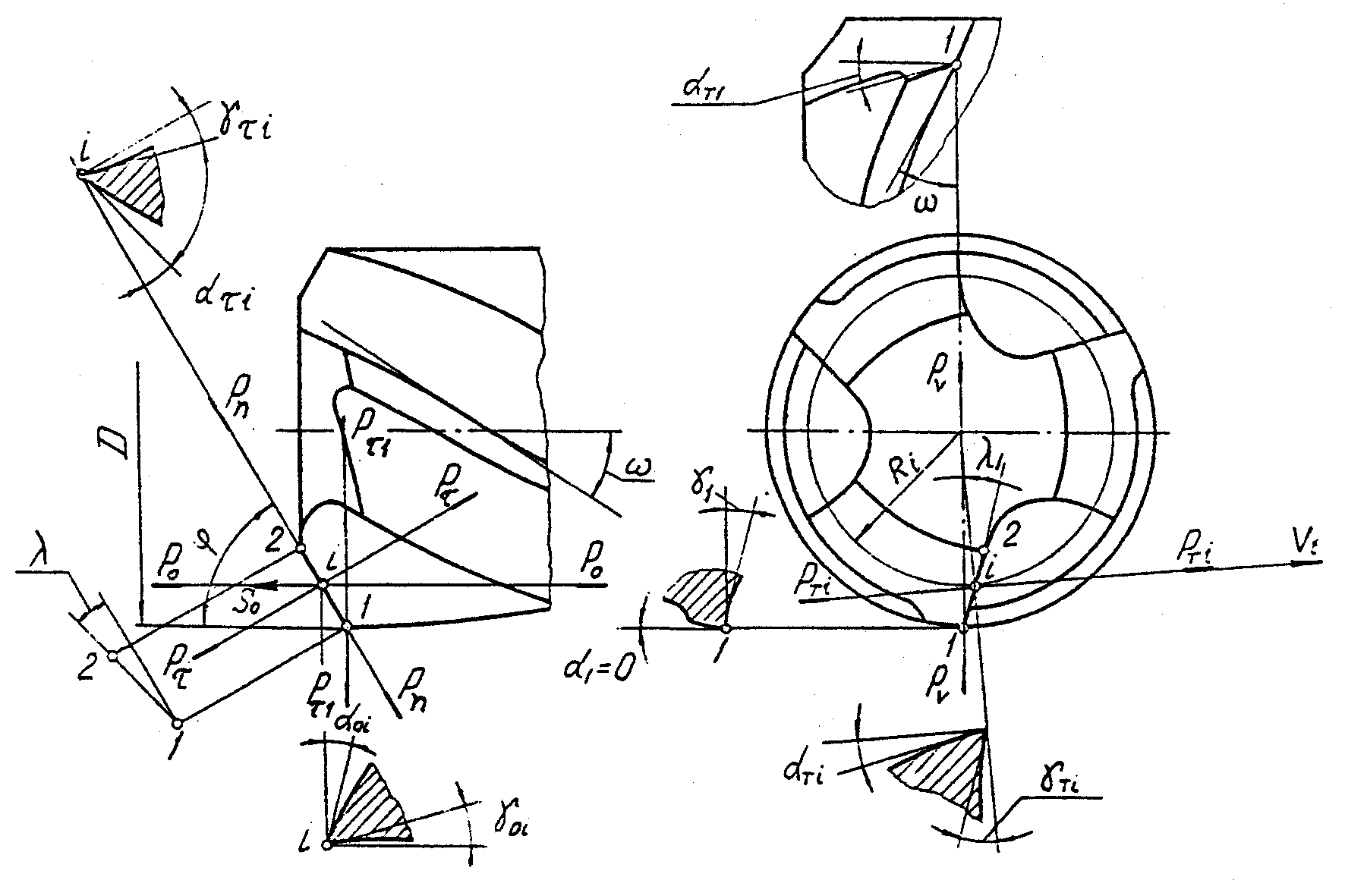
Рисунок 98
Задняя поверхность зуба зенкера образуется заточкой, поэтому передняя поверхность образуется при формировании стружечной канавки, при ее изготовлении, и обычно специально заточке не подвергается. Поэтому передний угол на режущей части на режущей части определяется профилем и углом наклона стружечной канавки.
Геометрические параметры режущей части зенкера
Часть
зуба зенкера, где расположены главные
и вспомогательные кромки называются
режущей частью. Поскольку длина
вспомогательной кромки составляет
десятые доли миллиметра, условно режущая
часть ограничена длиной режущего конуса,
как это показано на схеме резания
зенкером (рисунок 99). Как и для других
инструментов осевого типа, глубина
резания
![]() и подача на один зуб зенкера
и подача на один зуб зенкера
![]() ,
где Z — число зубьев зенкера.
,
где Z — число зубьев зенкера.
Параметры
сечения срезаемого слоя, толщина a ширина
b, зависящие от угла φ, определяются по
формулам:
![]() .
.
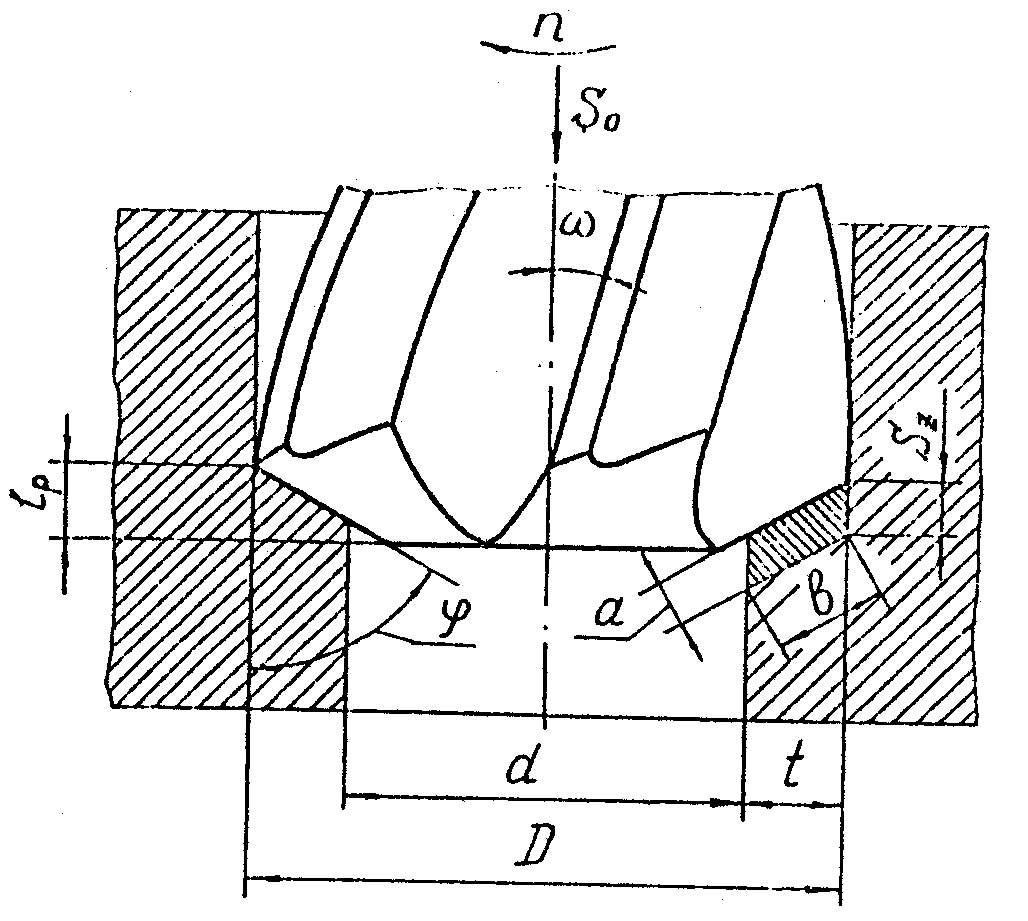
Рисунок 99
Длина
режущей кромки выбирается в зависимости
от глубины резания (рисунок 99):
![]() ,
где e — дополнительная величина,
предусмотренная для направления зенкера
при входе его в отверстие, равная
,
где e — дополнительная величина,
предусмотренная для направления зенкера
при входе его в отверстие, равная
![]() .
.
Классификация зенкеров
1) По методу закрепления на шпинделе станка:
а) Хвостовые с коническим хвостовиком;
б) Насадные с коническим отверстием и торцевой шпонкой.
2) По инструментальному материалу режущей части:
а) Из углеродистой и легированной стали, — применяются очень редко;
б) Из быстрорежущей стали — наиболее распространенные;
в) Оснащенные твердым сплавом.
3) По конструкции:
а) Цельные;
б) Составные:
- Сварные — быстрорежущая сталь;
- С припаянными пластинами твердого сплава;
- С вставными ножами из инструментального материала;
Существуют комбинированные инструменты — сверло-зенкер-развертка.
На рис. 100 показан зенкер: 1- Рабочая часть инструмента; 2 - Шейка для выхода шлифовального круга — на ней наноситься маркировка (номинальный диаметр, марка инструментального материала, класс точности зенкера, товарный знак завода изготовителя); 3 - Конический хвостовик; 4 - Лапка зенкера, служит для выбивания инструмента из шпинделя, и для передачи крутящего момента в начальный момент времени; 5 - Режущая часть зенкера; 6 - Задняя поверхность зенкера; 7 - Коническая базовая поверхность; 8 - Шпоночный паз для передачи крутящего момента.

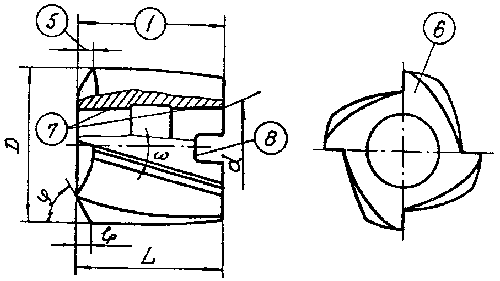
Рисунок 100
Количество зубьев у зенкера представлено в таблице.
Тип зенкера |
Количество зубьев, Z |
Хвостовые |
3 |
Насадные |
4 |
Сборные конструкции |
4...6 |
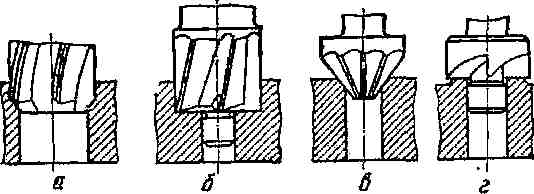
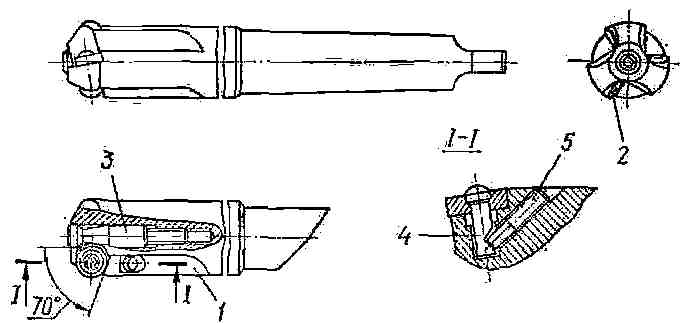
Рисунок 101 Рисунок 102
На рис. 101 показаны различные типы зенкеров. Цилиндрические зенкеры служат для расширения на 1-8 мм цилиндрических отверстий (р. 101а). Цилиндрические зенкеры с направляющей цапфой предназначены для обработки цилиндрических углублений под головки винтов (р. 101б). Конические зенкеры для обработки конических углублений под головки винтов, гнезд под клапаны, снятия фасок и т. п. (р. 101в). Торцовые зенкеры для зачистки торцовых плоскостей бобышек, приливов и т. п. (р. 101г).
Разработаны также конструкций зенкеров с механическим креплением круглых пластинок, у которых угол в плане j непрерывно изменяется по длине кромок (рис. 102). В корпусе 1 закрепляются пластины 2 при помощи центрального винта 3, штока 4 и винта 5.
Характер изменения углов a и g у зенкеров, такой же, как и у сверла. Иногда требуется подточка ленточки. Для твердосплавного ножа: jо=30°, j=60°.