

Глава 4. Обработка заготовок на станках токарной группы
1. Характеристика метода точения
Технологический метод формообразования поверхностей заготовок точением характеризуется наличием двух движений: вращательным движением заготовки (скорость резания) и поступательным движением режущего инструмента-резца (движение подачи).
Обрабатывают на токарных станках, классификация которых дана в таблице VI.1. На вертикальных полуавтоматах и автоматах и токарно-карусельных станках заготовки имеют вертикальную ось вращения, на всех прочих — горизонтальную. Движение подачи осуществляется параллельно, перпендикулярно или под углом к оси вращения заготовки.
На станках токарной группы обрабатывают в основном наружные и внутренние поверхности, имеющие форму тел вращения, а также плоские (торцовые) поверхности. На специальных и специализированных станках можно обрабатывать и более сложные поверхности, например поверхности, описываемые уравнением спирали Архимеда, циклоиды и т. д., а также плоские многогранники (четырех-, шестигранные плоские поверхности и т, д.).
Под термином точение (обтачивание), как правило, понимают обработку наружных поверхностей. Разновидностями точения являются: растачивание — обработка внутренних поверхностей; подрезание — обработка плоских (торцовых) поверхностей и разрезание — разделение заготовки на части или отрезание готовой детали от ее заготовки — пруткового проката.
В современном машиностроении и приборостроении обработка на токарных станках является лишь черновой или получистовой. В механических цехах машиностроительных заводов удельный вес токарных станков и автоматов составляет 30—40% от общего парка металлорежущих станков.
2. Токарные резцы
Многообразие видов поверхностей, обрабатываемых на станках токарной группы, привело к созданию большого числа токарных резцов, которые классифицируют по разным признакам.
По технологическому назначению различают резцы (рис. VI.30, а): проходные 1—3 для обтачивания наружных цилиндрических и конических поверхностей; подрезные 4 для обтачивания плоских торцовых поверхностей; расточные 5 для растачивания сквозных и 6 для глухих отверстий; отрезные 7 для разрезания заготовок; резьбовые 8 для нарезания наружных и внутренних резьб; фасонные круглые 10 и призматические 11 для обтачивания фасонных поверхностей; прорезные для обтачивания кольцевых канавок; галтельные для обтачивания переходных поверхностей между ступенями валов по радиусу и др.
П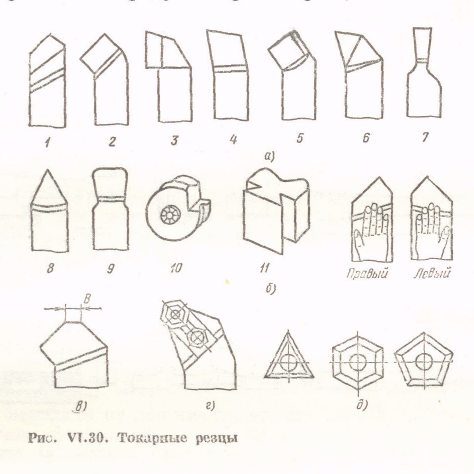 о
характеру обработки различают резцы
черновые, получистовые и чистовые
лопаточные 9.
По
форме рабочей части резцы (рис. VI.30,
а)
делят на прямые 1,
отогнутые
2,
оттянутые
7 и изогнутые, которые используют обычно
для разрезания на части заготовок
больших диаметров. По направлению подачи
резцы подразделяют на правые и левые
(рис. VI.30,
б).
Правые
работают с подачей справа налево, левые
— слева направо. По способу изготовления
различают резцы: целые, с приваренной
встык рабочей частью, с приваренной или
припаянной пластинкой инструментального
материала, со сменными пластинками
режущего материала. По роду материала
резцы бывают из быстрорежущей стали, с
пластинками из твердого сплава, с
пластинками из минералокерамики, с
кристаллами алмазов.
о
характеру обработки различают резцы
черновые, получистовые и чистовые
лопаточные 9.
По
форме рабочей части резцы (рис. VI.30,
а)
делят на прямые 1,
отогнутые
2,
оттянутые
7 и изогнутые, которые используют обычно
для разрезания на части заготовок
больших диаметров. По направлению подачи
резцы подразделяют на правые и левые
(рис. VI.30,
б).
Правые
работают с подачей справа налево, левые
— слева направо. По способу изготовления
различают резцы: целые, с приваренной
встык рабочей частью, с приваренной или
припаянной пластинкой инструментального
материала, со сменными пластинками
режущего материала. По роду материала
резцы бывают из быстрорежущей стали, с
пластинками из твердого сплава, с
пластинками из минералокерамики, с
кристаллами алмазов.
Для высокопроизводительного точения с большими подачами используют резцы с дополнительным режущим лезвием (рис. VI.30, в). Длина В дополнительного режущего лезвия составляет 1,1 sпр. Резец устанавливают па станке так, чтобы дополнительное режущее лезвие было параллельно линии центров станка. В этом случае обработанная поверхность будет иметь малую шероховатость.
В промышленности широко применяют резцы с многогранными неперетачиваемыми твердосплавными пластинками (рис. VI.30, г). Когда одно из режущих лезвий пластинки выходит из строя вследствие затупления, открепляют механический прижим пластинки 1 устанавливают в рабочее положение следующее ее лезвие. Форма пластинок показана на рис. VI.30, д.