

Понятие технологического процесса. Основные типы автоматизации полиграфического производства.
![]() Производственный
процесс представляет собой
совокупность взаимосвязанных трудовых
и естественных процессов, направленных
на изготовление товара заданного
количества, качества и ассортимента в
установленные сроки.
Производственный
процесс представляет собой
совокупность взаимосвязанных трудовых
и естественных процессов, направленных
на изготовление товара заданного
количества, качества и ассортимента в
установленные сроки.
Содержание трудового процесса определяется следующими основными элементами: целесообразной деятельностью людей или самим трудом; предметами труда, т. е. всем тем, на что направлена целесообразная деятельность человека; средствами труда - машинами, оборудованием, инструментами, с помощью которых человек преобразует предметы труда, приспосабливая их для удовлетворения своих потребностей.
Отличие естественных процессов от трудовых заключается в отсутствии активного воздействия человека и средств труда на предметы труда. Примером естественного процесса в полиграфическом производстве является процесс акклиматизации бумаги при подготовке ее к печатному процессу, сушка негативов и диапозитивов и т.п.
И трудовые и естественные процессы предполагают определенную технологию их выполнения - способ преобразования предметов труда.
Производственный процесс состоит из частичных производственных процессов, каждый из которых охватывает обособленную часть производственного процесса по тому или иному признаку.
2 схема регулирования приводки путем изменения длины ленты
3 Классификация технологических процессов. Особенности ручного, механизированного и машинного производства.
По роли в общем процессе изготовления готовой продукции выделяют следующие производственные процессы:
|
– основные, направленные на изменение основных предметов труда и придание им свойств готовых продуктов; – вспомогательные, создающие условия для нормального хода основного процесса производства (изготовление инструмента для нужд своего производства, ремонт технологического оборудования); – обслуживающие, предназначенные для перемещения (транспортные процессы) хранения в ожидании последующей обработки (складирование), контроля (контрольные операции), обеспечения материально-техническими и энергетическими ресурсами и т.п.; – управленческие, в которых разрабатываются и принимаются решения, производятся регулирование и координация хода производства, контроль за точностью реализации программы, анализ и учет проведенной работы.
|
По характеру воздействия на предмет труда выделяют следующие производственные процессы: |
– технологические, в ходе которых происходит изменение предмета труда под воздействием живого труда; – естественные, когда меняется физическое состояние предмета труда под влиянием сил природы (они представляют собой перерыв в процессе труда). |
По формам взаимосвязи со смежными процессами различают следующие производственные процессы: |
– аналитические, когда в результате первичной обработки (расчленения) комплексного сырья (нефть, руда, молоко и т.п. получают различные продукты, которые поступают в различные процессы последующей обработки; – синтетические, осуществляющие соединение полуфабрикатов, поступивших из разных процессов, в единый продукт; – прямые, создающие из одного вида материала один вид полуфабрикатов или готового продукта. |
По степени непрерывности различают следующие производственные процессы: |
– непрерывные, характеризуются постоянной обработкой предмета труда на данном рабочем месте, непрерывным поступлением сырья и материалов в реакционную зону аппаратов и непрерывным отводом продуктов реакции или переработки; – дискретные (прерывные), технология которых требует периодических остановок; дискретные же процессы в свою очередь бывают циклическими и периодическими. |
По характеру используемого оборудования выделяют следующие производственные процессы: |
– аппаратурные (замкнутые), когда технологический процесс осуществляется в специальных агрегатах (аппаратах, ваннах, печах), а функция рабочего заключается в управлении и обслуживании их; – открытые (локальные), когда рабочий осуществляет обработку предметов труда с помощью набора инструментов и механизмов. |
По уровню механизации принято выделять следующие производственные процессы: |
– ручные, выполняемые без применения машин, механизмов и механизированного инструмента; – машинно-ручные, выполняемые с помощью машин и механизмов при обязательном участии рабочего, например обработка детали на универсальном токарном станке; – машинные, осуществляемые на машинах, станках и механизмах при ограниченном участии рабочего; – автоматизированные, осуществляемые на машинах-автоматах, где рабочий ведет контроль и управление ходом производства; – комплексно автоматизированные, в которых наряду с автоматическим производством осуществляется автоматическое оперативное управление. |
По масштабам производства однородной продукции различают следующие производственные процессы: |
– массовые, при большом масштабе выпуска однородной продукции; – серийные, при широкой номенклатуре постоянно повторяющихся видов продукции, когда за рабочими местами закрепляется несколько операций, выполняемых в определенной последовательности; – индивидуальные, при постоянно меняющейся номенклатуре изделий, когда рабочие места загружаются различными операциями, выполняемыми без какого-либо определенного чередования. |
По своему содержанию производственные процессы подразделяются на: |
– механические, в которых под воздействием механических усилий происходит то или иное изменение формы, размеров, состояния и положения предметов труда в пространстве; – физико-химические, при которых под воздействием какого-либо вида энергии изменяются свойства и структура предмета труда или исходное сырье и материалы переходят из одного состояния в другое. |
– ручные, выполняемые без применения машин, механизмов и механизированного инструмента; Ручным процессам свойственно отсутствие каких-либо механизмов, механизированного инструмента и источников энергии. Их выполняют рабочие с помощью ручных орудий труда или без них. Например, расстановка сейсмоприемников на профиле, свинчивание и отвинчивание труб шарнирным ключом и др.
– машинно-ручные, выполняемые с помощью машин и механизмов при обязательном участии рабочего, например обработка детали на универсальном токарном станке; Ручные механизированные процессы в отличие от ручных выполняют с применением механизированного ручного инструмента при наличии источника энергии. Например, сверловка отверстий ручной дрелью – ручной процесс, а электродрелью – ручной механизированный.
– машинные, осуществляемые на машинах, станках и механизмах при ограниченном участии рабочего;
Машинные процессы осуществляются машиной, рабочим органом которой управляет рабочий без приложения физических усилий. Вспомогательные операции при этом могут выполняться вручную или с частичной механизацией. Например, подъем порожнего элеватора, подъем трубы или свечи из скважины подъемным механизмом, обработка деталей на металлорежущих станках с автоматической подачей и др.
– автоматизированные, осуществляемые на машинах-автоматах, где рабочий ведет контроль и управление ходом производства; Автоматизированные производственные процессы – это такие процессы, при которых основные работы по изготовлению продукции автоматизированы полностью, а вспомогательные – полностью или частично. Функции рабочего сводятся к наблюдению и контролю за работой машин-автоматов, загрузке сырья и выгрузке готовой продукции. В условиях, например, бурения к этому виду процессов труда можно отнести спускоподъемные операции с помощью автомата АСП.
– комплексно автоматизированные, в которых наряду с автоматическим производством осуществляется автоматическое оперативное управление. 4 схема регулирования приводки петум изменения углового положения барабана
5 локальные, комплексные системы автоматического управления
г л а в а III. Локальные
системы управления
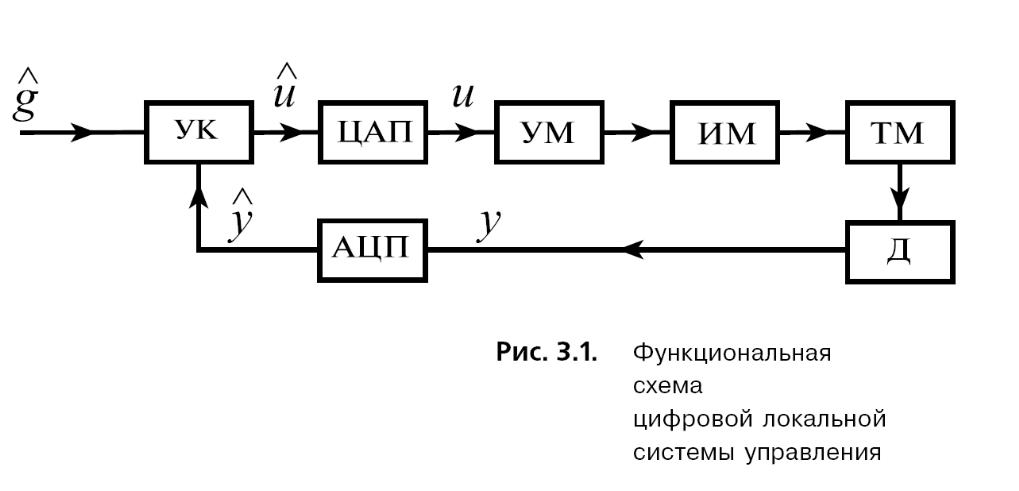
3.1. Принцип действия цифровой локальной системы
_
Локальные системы находятся на нижних уровнях системы управле_
ния производством печатной продукции. Эти системы в настоящее
время, как правило, строятся с использованием цифровых вычисли_
тельных машин. Функциональная схема цифровой локальной систе_
мы управления приведена на рис. 3.1.
Принцип действия системы заключается в следующем. С верхнего
по отношению к данной системе уровня управления поступает зада_
ющее воздействие _ в виде параллельного двоичного кода. В том слу_
чае, когда _________, т. е. локальная система относится к классу систем
стабилизации, это воздействие вводится в УК перед выполнением оп_
ределенного режима и хранится в конкретной ячейке оперативной па_
мяти в течение всего времени реализации этого режима. В случае
изменяющегося во времени задания двоичный код __вводится в УК
в каждом такте работы контроллера. Датчики, установленные
на технологической машине, вырабатывают сигналы обратной связи
так, что в общем случае _ — это вектор с несколькими строками
по числу датчиков. Выходные сигналы датчиков, как правило, пред_
ставляют собой изменяющиеся во времени напряжения. Эти сигналы
_
_
Рис. 3.1. Функциональная
схема
цифровой локальной
системы управления
_
__ __ _
_
Глава 3. Л о к а л ь н ы е с и с т е м ы у п р а в л е н и я 93
Рис. 3.2. Временная диаграмма
обмена информацией
между УК и объектом управления
поступают на входной коммутатор (мультиплексор) АЦП. Коммутатор,
управляемый сигналами УК, последовательно подключает аналоговые
сигналы к преобразователю аналог_цифра; получающийся
параллельный двоичный код каждого сигнала датчика записывается
в специально отведенную ячейку оперативной памяти УК. Вводимые
в каждом такте в оперативную память двоичные коды _ и _являются
исходными данными для программы вычисления управляющего воз_
действия, двоичный код которого фиксируется в определенной ячей_
ке оперативной памяти. Отметим, что программа расчета хранится
в оперативной памяти с односторонним доступом с целью обеспече_
ния высокой надежности хранения этой программы.
Параллельный двоичный код в каждом такте работы УК выво_
6 системы автоматического регулирования продольной приводки
7 Гибкие производственные системы. Понятие гибкого производственного модуля, гибкой автоматизированной линии, участка, цеха.
8 микропроцессорная система контроля и регулирования совмещения красок.
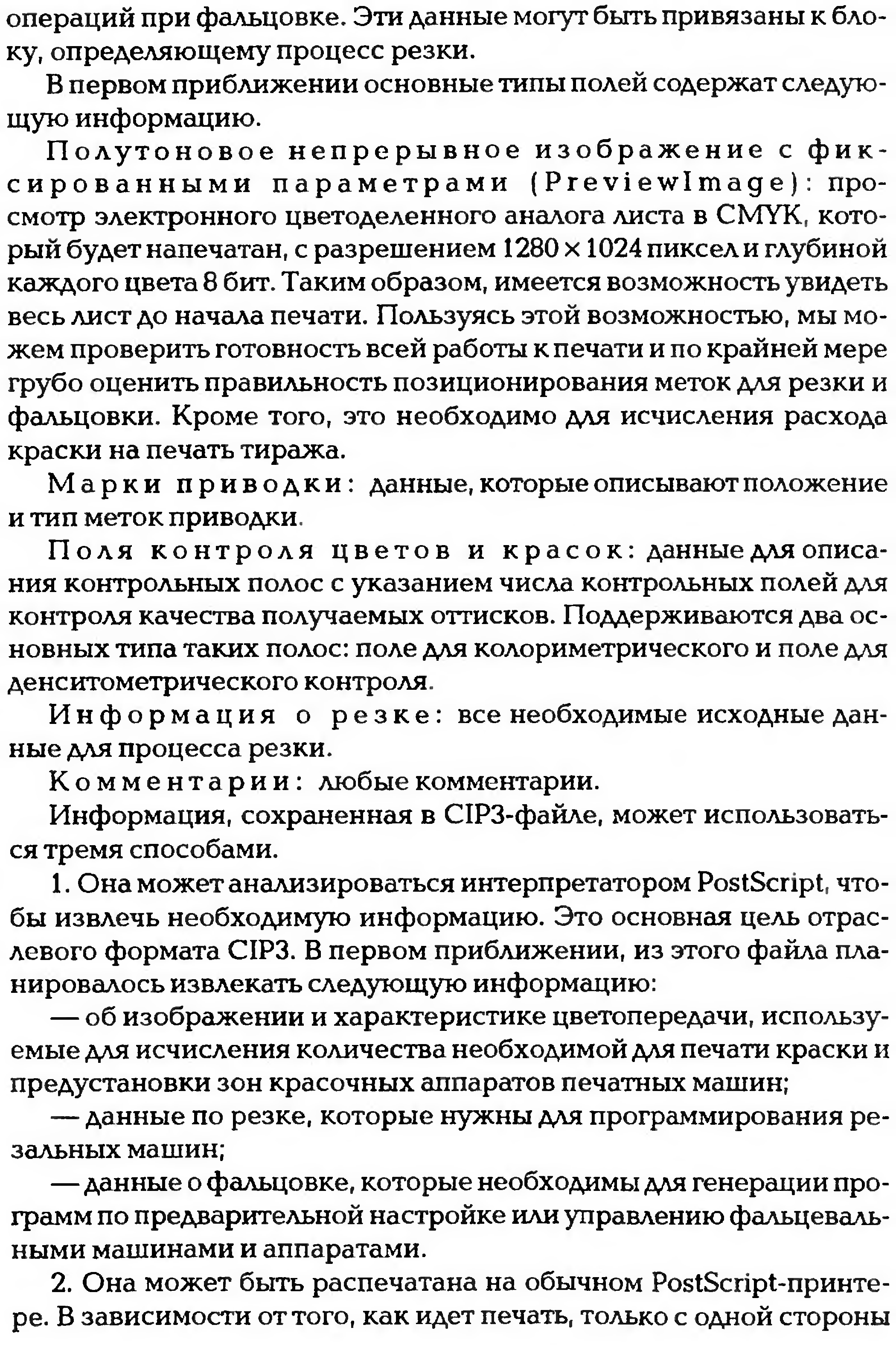
9 Интегрированные системы управления полиграфическим производством. Понятие рабочего потока. Цели горизонтальной интеграции. Сущность интерфейса CIP3. Протокол связи PPF
10 особенности интерфейса CIP4. Цели вертикальной интеграции. Пртокол PJTF.
Что такое CIP4?
CIP4 — Международная организация по сотрудничеству в сфере автоматизированной интеграции допечатных, печатных и послепечатных процессов — некоммерческая ассоциация, зарегистрированная в Министерстве юстиции и Федеральной торговой комиссии США как Организация по разработке стандартов. В неё входят более 300 участников. CIP4 занимается спецификацией и развитием стандартов форматов JDF и JMF для управления и интеграции устройств в процессе печати. Развилась из CIP3, разработавшей формат PPF.
Он объединяет производителей, консультантов и потребителей печатной информации, полиграфической индустрии и смежных отраслей. Рабочие группы из членов CIP4 разрабатывают новые версии JDF, знакомятся с запросами пользователей и готовят комплект средств разработки для JDF.
Консорциум CIP4 разработал специальный отраслевой интерфейс. Спецификация JDF (job definition format) охватывает все составляющие элементы процесса, такие, как:
менеджмент
допечатные процессы
печать
послепечатная обработка
упаковка
отгрузка готовой продукции
заказчики
субпоставщики
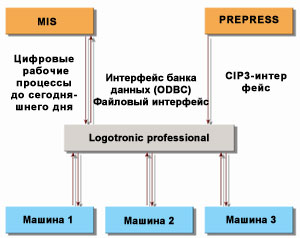
JDF-формат, использующий кодировку XML, также интегрирован и в PPFформат, разработанный консорциумом CIP3. При этом в будущем будет возможен беспроблемный обмен данными между всеми продуктами, которые поддерживают JDF-интерфейс, а также полная интеграция их в цифровые рабочие процессы. Такие непрерывные цифровые рабочие процессы станут возможны в ближайшее время в большинстве типографий, так как практически все партнеры должны поддерживать этот интерфейс. Благодаря этому интерфейсу «за бортом» не останутся также и функционирующие сегодня решения в области цифровых рабочих процессов.
PJTF (Portable Jobticket Format) созданный фирмой Adobe формат для запоминания технических производственных данных и данных о заказе для автоматизации допечатных систем на PDF-базе. Примером PJTF-информации являются: параметры настойки сканера, цветоделенная полоса, настройка служебных элементов на полосе (например, приводочных крестов), IICпрофиль, схема спуска полос. Функции PJTF ограничиваются допечатными процессами и в будущем будут описаны с помощью JDF.
CIP4 (International Cooperation for Integration of Processes in Prepress, Press and Postpress) - это консорциум, который разработал JDF-инструкции. JDF должны применяться как открытый стандарт всеми изготовителями систем и оборудования. Функции PPF-формата (также CIP-Konsortium) и PJTF-формата интегрированы фирмой Adobe в JDF.
11 тепловые объекты автоматизации с электронагревателем.
12Переходные характеристики теплового объекта автоматизации с электронагревателем
13автоматическая система стабилизации оптической плотности оттисков в цифровой печатной машине.
14 Система автоматического регулирования продольной приводки в листовых печатных машинах.
15 Сушильные устройства процессов полиграфического производства
16 Прямая и косвенная системы кондиционирования воздуха
17 Система регулирования общей подачи краски в листовых печатных машинах
18 фотоэлектронное устройство бумагорезательной машины
19 Структура АСУП Priect
Система Prinect охватывает все участки производственного процесса: допечать, печать, послепечать, управление производственным процессом типографии. Программные продукты допечатной подготовки файлов: растровый процессор, программа управления и вывода файлов на различные устройства, программа электронного спуска полос, программа передачи красочного профиля на печатную машину, программы автоматизации печатного цеха, интеграции различных участков типографии.
Prinect — комплексная система управления полиграфическим производством, включающая модули для управления допечатной, печатной и послепечатной стадиями технологического процесса.
Функциональными составляющими системы Prinect являются следующие группы модулей:
Management Tools (инструменты управления ресурсами производства);
Production Tools (управление рабочим потокам);
Internet Portal (управление виртуальным рабочим потоком).
Каждая из модульных групп состоит из набора программных приложений.
Модульная группа Management Tools включает системы Prinance и Data Control.
Prinance позволяет выполнять сметную калькуляцию, обработку заказов, позаказную калькуляцию, генерирование счетов-фактур и др. В комплексе с другими программными продуктами, функционирующими в цепочке Prepress—Press—Postpress, система Prinance позволяет обеспечить интеграцию производственных процессов. Prinance поставляет данные о заказах производственным программам, а от них получает информацию для выполнения позаказной калькуляции и статистических расчетов.
Data Control — производственно-информационная система для планирования и управления полиграфическим предприятием, связывающая между собой отдельные элементы рабочего потока Prinect и осуществляющая связь с Prinance. Система выполняет планирование, проводит предварительную настройку параметров печатных машин и другого оборудования, контролирует работу всего производства, предоставляя менеджменту прямой доступ к информации об оборудовании.
Модульная группа Production Tools содержит компоненты для автоматизации управления технологическими процессами в производственных подразделениях. Для коммуникации используется стандарт JDF.
Модульная группа Internet Portal позволяет обеспечить взаимодействие всех участников производственного процесса в Глобальной сети. Он осуществляет подготовку данных в соответствии с требованиями заказчика, управление контентом и автоматический вывод на печать, а также утверждение цветопробы в режиме онлайн. Кроме того, Internet Portal создает интернет-шлюз для остальных продуктов системы управления рабочим потоком. Благодаря порталу повышается скорость заключения сделок с заказчиками и выполнения необходимых операций.
20 Структура формата JDF и его основные характеристики.
Стандарт JDF пошел еще дальше. Он, как PostScript и PDF, не привязан к решениям производителей, но, в отличие от них, является полностью открытым стандартом. В его основе лежит язык описания данных XML. JDF представляет собой международный стандарт, разработанный консорциумом производителей с целью облегчить взаимодействие разных систем и приложений.
На выставке drupa 2000 четыре компании — члены консорциума CIP3: Adobe, Agfa, Heidelberg и MAN Roland — выступили с предложением ввести стандарт JDF. Дальнейшая разработка данного формата была передана консорциуму CIP3, который в связи с этим был реформирован в открытую общественную организацию и переименован в CIP4 (добавлена еще одна буква P, означающая Processes). Теперь его полное название — International Cooperation for Integration of Processes in Prepress, Press and Postpress. В CIP4 входят не только крупные производители, но и небольшие компании (разработчики, консультанты, издательства и др.), желающие внести свою лепту в разработку стандарта JDF. Сегодня в CIP4 более 300 членов. Спецификация JDF описывает около ста процессов, а также их входные и выходные ресурсы: 31 процесс относится к допечатной подготовке, 3 — к печати, 47 — к послепечатной обработке, 11 — к общим операциям — и включает более 190 отдельных ресурсов и их атрибутов.
|
|