

20. Восстановление деталей наплавкой.
Наплавка широко применяется при восстановлении цилиндрических поверхностей деталей, шлицевых поверхностей, изношенных зубьев шестерён и т. д.
Дуговая наплавка под флюсом заключается в том, что электрическая дуга горит между электродом и заготовкой под слоем гранулированного флюса толщиной 10–40 мм. Наплавка под флюсом обеспечивает высокое качество наплавленного металла, так как сварочная ванна защищена от вредного влияния кислорода и азота воздуха. Флюсы содержат стабилизирующие, газообразующие, шлакообразующие, раскисляющие, легирующие и связующие вещества.
Н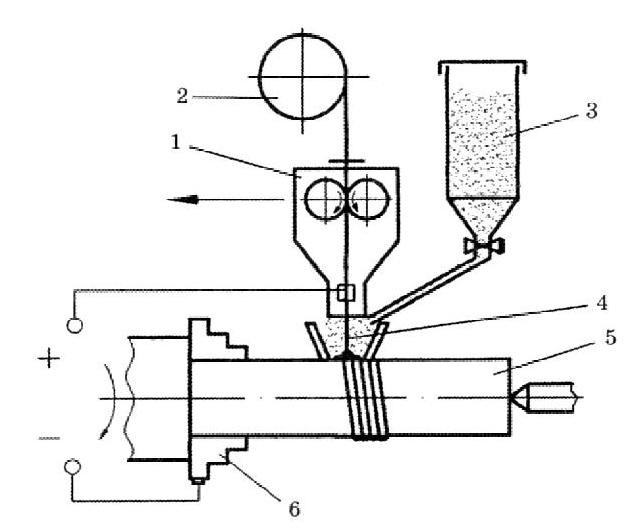 аплавка
в среде защитных газов
состоит в том, что в зону электрической
дуги через газоэлектрическую горелку
подаётся под давлением защитный газ,
который, оттесняя воздух, защищает
расплавленный металл сварочной ванны
от вредного воздействия на него кислорода
и азота воздуха
аплавка
в среде защитных газов
состоит в том, что в зону электрической
дуги через газоэлектрическую горелку
подаётся под давлением защитный газ,
который, оттесняя воздух, защищает
расплавленный металл сварочной ванны
от вредного воздействия на него кислорода
и азота воздуха
Вибродуговая наплавка осуществляется автоматической головкой вибрирующим электродом с частотой 50–100 Гц и амплитудой 1–3 мм. Цикл наплавки состоит из короткого замыкания, дугового разряда и холостого хода. Во время дугового разряда электрод и заготовка оплавляются, при этом на конце электрода образуется капля металла, которая переносится на заготовку преимущественно во время короткого замыкания.
Плазменная наплавка осуществляется с использованием плазменной струи, представляющей собой частично или полностью ионизированный газ, обладающий свойствами электропроводности и имеющий высокую температуру. Она создаётся дуговым разрядом, размещённым в узком канале специального устройства, при обдуве электрической дуги потоком плазмообразующего газа.
Лазерная наплавка представляет собой технологический метод получения покрытий с заданными физико-механическими свойствами путём нанесения на поверхность детали наплавочного материала с последующим оплавлением его лазерным лучом.
Индукционная наплавка основана на использовании токов высокой частоты (ТВЧ) для нагрева металла детали и присадочного материала. Индукционный нагрев обеспечивает высокую скорость роста температуры (до 200°С/с) и высокую производительность процесса.
21. Восстановление деталей напылением.
Сущность процесса состоит в напылении предварительно расплавленного металла на специально подготовленную поверхность деталей струёй сжатого воздуха или инертного газа. При этом мелкие частицы расплавленного металла (размером 0,002–0,2 мм), находясь в пластическом состоянии с температурой 0,85–0,95 от температуры плавления исходного металла, с большой скоростью (140–300 м/с) достигают поверхности детали. При ударе о поверхность детали они деформируются и, внедряясь в её поры и неровности, образуют покрытие.
В зависимости от вида энергии, используемой в аппаратах для
напыления, различают следующие способы напыления: газопламенное, дуговое, индукционное (токами высокой частоты), детонационное и плазменное.
Газопламенное напыление покрытий выполняется с помощью специальных аппаратов, в которых напыляемый металл плавится под воздействием ацетиленокислородного пламени, а распыляется струёй сжатого воздуха.
Дуговое напыление – процесс, с помощью которого металл расплавляется электрической дугой, горящей между двумя проволоками, изолированными друг от друга.
Детонационное напыление заключается в расплавлении металла, его распылении и переносе на поверхность детали за счёт энергии взрыва смеси ацетилена и кислорода.
Плазменное напыление основано на нанесении металлических покрытий на поверхность детали путём использования тепловых и динамических свойств плазменной струи. В качестве плазмообразующего газа применяют азот, гелий или аргон.