

12. Восстановление деталей пластич. Деформированием металла
Способ основан на использовании пластических свойств металлов, т. е. их способности изменять свои размеры и форму под действием внешних сил и сохранять данные размеры и форму после прекращения действия данных сил. При этом способе материал детали перемещается к изношенной поверхности из нерабочей части детали, восстанавливая её размеры и геометрическую форму без разрушения при напряжениях выше предела упругости. При обработке давлением изменяются не только форма и размеры детали, но и механические свойства и структура металла.
В результате холодного пластического деформирования происходит наклёп, а при горячем деформировании образуется окалина или обезуглероженный поверхностный слой. Поэтому детали после восстановления пластическим деформированием подвергаются, как правило, термической обработке. В зависимости от направления действующей силы Р и требуемой деформации δ различают следующие виды пластического деформирования: осадка, раздача, обжатие, вдавливание и накатка.
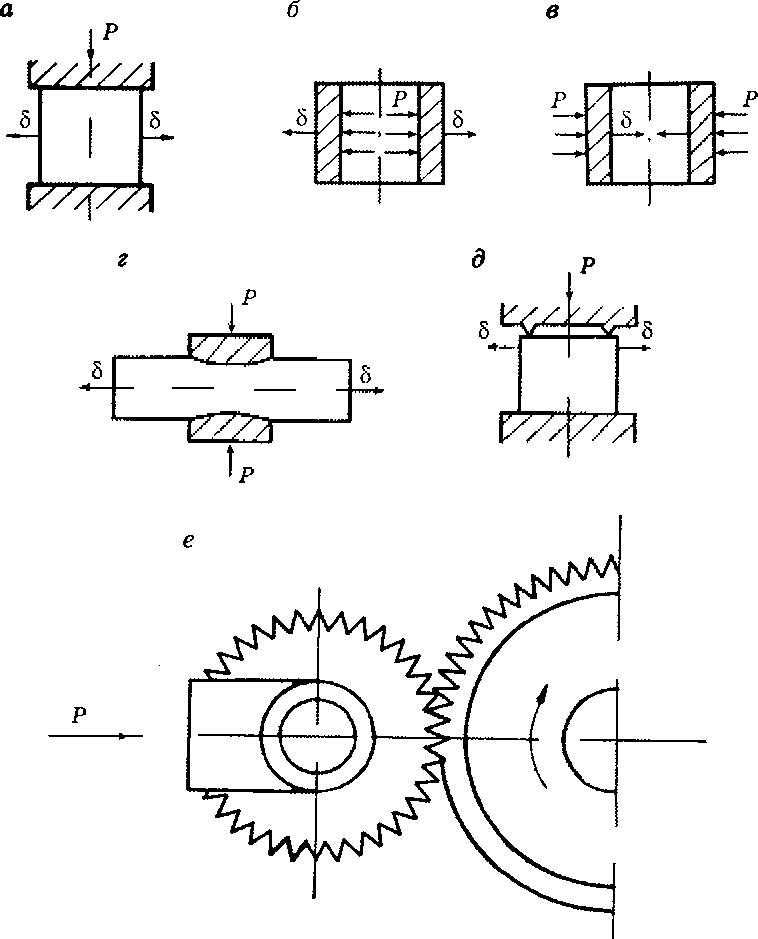
Схемы восстановления деталей пластическим деформированием: а – осадка; б – раздача; в – обжатие; г – вытяжка; д – вдавливание; е – накатка.
13. Электромеханическая обработка
 Электромеханическую
обработку применяют для восстановления
деталей при небольших износах, а также
для чистовой обработки цилиндрических,
плоских и других поверхностей. Она
позволяет одновременно улучшать
механические свойства поверхностных
слоёв деталей. Сущность способа
заключается в том, что через контакт
инструмента с деталью проходит ток
большой силы (300-520 А) и низкого напряжения
(2-7 В), в результате чего поверхностный
слой металла нагревается и под давлением
инструмента деформируется, сглаживается
и упрочняется. В зависимости от формы
рабочей части инструмента (вдавливающего
или выглаживающего) диаметр заготовки
может быть увеличен до 0,4 мм, а после
выглаживания - 0,2 мм. Принципиальная
схема электромеханической обработки
детали на токарном станке представлена
на рисунке 4.4. Ток от вторичной обмотки
понижающего трансформатора поступает
к детали через контактное устройство
зажимного патрона и инструмент. Деталь
вращается, а инструмент перемещается
вдоль обрабатываемой поверхности,
прижимаясь к детали с необходимым
усилием (300-1200 Н). Температура металла в
зоне контакта составляет 800-900°С.
Электромеханическую
обработку применяют для восстановления
деталей при небольших износах, а также
для чистовой обработки цилиндрических,
плоских и других поверхностей. Она
позволяет одновременно улучшать
механические свойства поверхностных
слоёв деталей. Сущность способа
заключается в том, что через контакт
инструмента с деталью проходит ток
большой силы (300-520 А) и низкого напряжения
(2-7 В), в результате чего поверхностный
слой металла нагревается и под давлением
инструмента деформируется, сглаживается
и упрочняется. В зависимости от формы
рабочей части инструмента (вдавливающего
или выглаживающего) диаметр заготовки
может быть увеличен до 0,4 мм, а после
выглаживания - 0,2 мм. Принципиальная
схема электромеханической обработки
детали на токарном станке представлена
на рисунке 4.4. Ток от вторичной обмотки
понижающего трансформатора поступает
к детали через контактное устройство
зажимного патрона и инструмент. Деталь
вращается, а инструмент перемещается
вдоль обрабатываемой поверхности,
прижимаясь к детали с необходимым
усилием (300-1200 Н). Температура металла в
зоне контакта составляет 800-900°С.
14 Восстановление деталей с вложением материала в исходную заготовок
1. Восстановление деталей способом дополнительных ремонтных деталей- применяются при восстановлении изношенных деталей под номинальные размеры. На изношенную поверхность предварительно обработанной заготовки устанавливают специально изготовленную дополнительную деталь.
2. Сварка в процессах создания ремонтных заготовок Сварка в ремонте машин служит для соединения между собой деталей или их частей, закрепления дополнительной ремонтной детали (ДРД) или накладок и устранения трещин.
3. Восстановление деталей пайкой. В процессе пайки происходят взаимное растворение и диффузия припоя и основного металла, чем и обеспечиваются прочность, герметичность, электропроводность и теплопроводность паяного соединения. При пайке не происходит расплавления металла спаиваемых деталей, благодаря чему резко снижается степень коробления и окисления металла.
3. Заливка жидким металлом. В процессе восстановления детали способом раздельной тепловой подготовки и заливки наращиваемую поверхность детали оплавляют с помощью мощной угольной дуги, газовых горелок или индукционного нагрева; присадочный материал расплавляют отдельно в плавильных печах и заливают из тигля с помощью специального разливочного устройства. Получение заливкой поверхностного слоя, соответствующего по составу металлу детали, обеспечивают подбором шихты соответствующего состава.
4. Восстановление деталей с применением синтетических материалов. Пластмассы в ремонтной практике наносят на поверхности деталей для восстановления их размеров, повышения износостойкости и улучшения герметизации. Одновременно покрытие из пластмассы снижает шум от трения и повышает коррозионную стойкость изделия. Тонкий слой пластмассы практически не ухудшает прочностных показателей металла и придает детали податливость, т.е. способность принимать форму сопряженной детали, что приводит к резкому увеличению площади контакта.
5. Восстановление деталей наплавкой
6. Восстановление деталей напылением
7. Восстановление деталей припеканием
8. Восстановление деталей электрохимическими и химическими покрытиями
15. Восстановление деталей способом дополнительных ремонтных деталей
Этим способом восстанавливают блоки цилиндров, гнёзда клапанов, посадочные отверстия под подшипники качения в картерах коробок передач, задних мостов, ступиц, корпуса масляных и водяных насосов, отверстия с изношенной резьбой в корпусных деталях и другие детали. Крепление дополнительной детали осуществляют за счёт гарантированного натяга, привариванием в нескольких точках или по всему сечению торцовой поверхности, установкой стопорных винтов либо шпилек (для крепления втулок, резьбовых ввёртышей).
Сборку дополнительной и ремонтируемой деталей выполняют обычно за счёт посадки с гарантированным натягом, при этом происходит изменение размеров втулки. При напрессовке её на вал наружный диаметр увеличивается, а при запрессовке в отверстие уменьшается внутренний диаметр. Независимо от способа соединения посадка втулки с натягом должна гарантировать прочность соединения (от проворачивания, перемещений).
Путём замены части детали восстанавливают дорогостоящие элементы конструкции. Изношенная часть детали удаляется, а вновь изготовленная соединяется с деталью с помощью сборочных операций (напрессовки, сварки, пайки). Этот вид ремонта может привести к появлению пространственных отклонений взаимосвязанных поверхностей. Он применяется при ремонте кузовов, рам, кабин.