

32. Электрофизическая упрочняющая обработка.
Электрофизическую обработку применяют в ремонтном производстве для изменения формы, размеров и (или) шероховатости поверхности заготовок с использованием электрических разрядов, магнитострикционного эффекта, электронного или оптического излучения, плазменной струи. К наиболее распространённым видам электрофизических методов упрочнения деталей относятся электромеханическая (электроэрозионная, электроконтактная и др.) и электроискровая обработка.
Э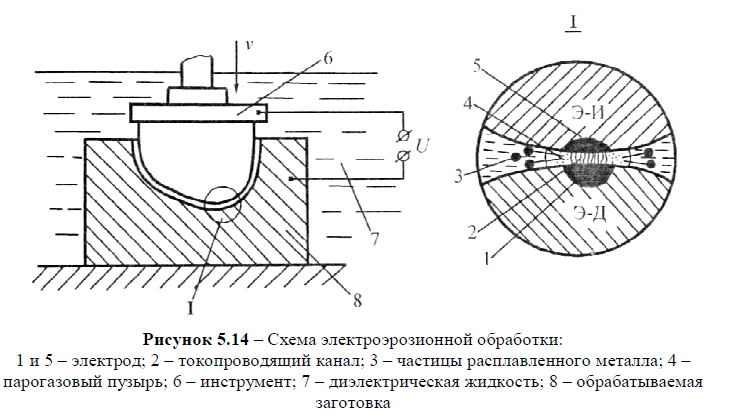 лектроэрозионная
обработка
(рис. 5.14) основана на вырывании частиц
материала с поверхности импульсом
электрического разряда.
лектроэрозионная
обработка
(рис. 5.14) основана на вырывании частиц
материала с поверхности импульсом
электрического разряда.
Электроды, один из которых является обрабатываемой заготовкой 8, а другой – инструментом 6, подключаются к генератору электрических импульсов и погружаются в диэлектрическую жидкость 7. При сближении электродов на достаточно малое расстояние происходит пробой межэлектродной среды между двумя наиболее близкими точками. Диэлектрическая прочность межэлектродного промежутка в месте искрового разряда нарушается. По образовавшемуся токопроводящему каналу 2 протекает импульс тока большой плотности, поэтому температура в канале разряда достигает десятков тысяч градусов. Участки электродов 1 и 5 в зоне разряда расплавляются и испаряются. Расплавленный металл выбрасывается в окружающую жидкость и застывает в ней в виде мелких частиц 3. Под действием высоких температур жидкость в зоне разряда разлагается и испаряется, образуя парогазовый пузырь 4, который быстро увеличивается в объёме и вызывает интенсивное течение жидкости, выносящее продукты эрозии из зоны обработки. Удалению продуктов эрозии способствует ударная волна, возникающая во время разряда.
33. Упрочнение поверхности концентрированными потоками энергии.
К концентрированным потокам энергии относятся потоки, плотность мощности (в Вт/см^2) которых свыше 10^2 Вт/см^2:
– Газовое пламя – 10^2 – 10^3
– Низкотемпературная плазменная струя – 10^4 – 10^5
– Ионные пучки света – 10^4
– Электрическая дуга – 10^5-10^6
– Электронный луч – 10^7 – 10^8
– Лазерный луч – 10^6 – 10^12
– Электрическая искра – 10^8 – 10^9
Изменение плотности теплового потока позволяет осуществлять термическую обработку, оплавление, аморфизацию, шоковый удар поверхностного слоя, получая при этом уникальные структуры с высокими физико-механическими свойствами, в том числе имеющие нестабильные фазы и пересыщенные твёрдые растворы, которые не удается получить другими методами.
Лазерная закалка перспективна для изделий, долговечность которых лимитируется износостойкостью и сопротивлением усталости, особенно если закалка другими методами затруднена из-за сложной конфигурации детали или значительного её коробления.
Электронно-лучевая обработка. Метод основан на воздействии на материал заготовки сформированного пучка электронов, кинетическая энергия которого, преобразуясь в рабочей зоне (в среде высокого вакуума) в тепловую, вызывает нагрев, плавление и (или) испарение обрабатываемого материала.
Плазменная обработка. В основе плазменного поверхностного упрочнения металлов лежит способность плазменной струи (дуги) создавать на небольшом участке поверхности высокие плотности теплового потока, достаточные для нагрева, плавления или испарения практически любого металла.