

27. Термообработка при положительных температурах.
К термообработке при положительных T можно отнести закалку, отпу ск, закалка ТВЧ, нормализация, термомагнитную обработка;
Однако, любой процесс термической обработки металла состоит из нагрева до заданной температуры, выдержки и охлаждения. Различные виды термической обработки определяются скоростями нагрева и охлаждения заготовок, температурой нагрева и временем выдержки при этой температуре. Длительность нагрева и выдержки изделия (детали) при заданной температуре зависит от вида нагревающей среды, формы изделия, его теплопроводности, а также от времени, необходимого для завершения структурных превращений. В координатах температура – время график любой термической обработки может быть представлен в виде рис. 1.
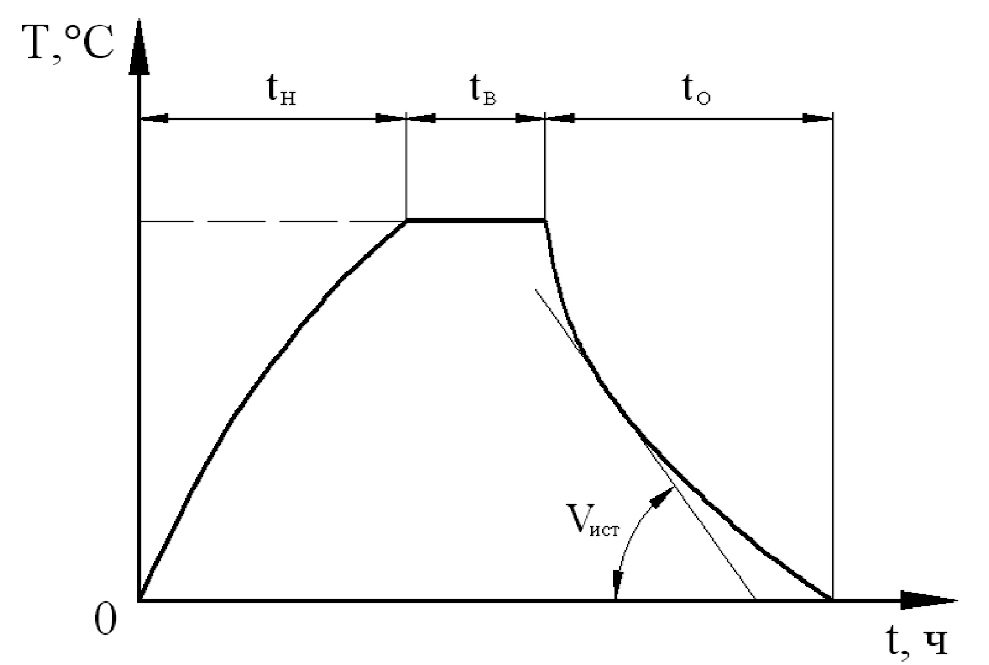
Рисунок 1 График термической обработки: Т-температура нагрева; t_н и t_в t_o- время нагрева, выдержки и охлаждения; Vucm истинная скорость охлаждения, определяемая тангенсом угла наклона касательной к кривой охлаждения: t – время
Цель термической обработки заключается в получении требуемой структуры, а, следовательно, и физико-механических или иных свойcтв металлов и сплавов. По степени воздействия на эти свойства термическая обработка значительно эффективнее других видов обработки.
При восстановлении деталей с помощью термической обработки подготавливают заготовки к механической обработке, снимают внутренние напряжения в них с целью исключения трещин и упрочняют поверхности.
28. Криогенная обработка
Очень часто в производстве возникает необходимость снять внутреннее напряжение в металле, гомогенизировать структуру, увеличить износостойкость, избавиться от остаточного аустенита, превратив его в мартенсит. Для достижения всех этих целей на производстве используют криогенный способ обработки металла. Криогенный способ, или обработка холодом, проводится путём охлаждения стали до криогенных температур, то есть до –40…–150°С, на определенный период времени; затем обрабатываемый материал какое-то время находится в среде с данной температурой и затем медленно возвращается в среду с нормально комнатной температурой. Медленное возвращение к комнатной температуре необходимо во избежание криогенного шока металла, что, в свою очередь, может вызвать трещины и разломы в материале или даже разломы во внутренней молекулярной структуре. Данная процедура проводится для превращения остаточного аустенита в тетрагональный мартенсит. Криогенная обработка позволяет улучшить механические и режущие свойства инструментов, повысить их износостойкость и твердость. Кроме того, путём криогенной обработки можно повысить износостойкость контрольно-измерительных инструментов, форм для пресса и штампов, изготовленных из высокоуглеродистых и легированных сталей; увеличить твёрдость коррозийно-стойких сталей, имеющих повышенное содержание углерода; улучшить качество поверхностного слоя, который подвергается полированию или доводке.
29. Упрочнение с изменением микрогеометрии поверхности и наклепом.
К упрочнению с изменением микрогеометрии поверхности и наклепом относятся:
а) обработка резанием (точение, шлифование, сверхскоростное резание,суперфиниширование, хонингование и др.);
б) поверхностное пластическое деформирование
– статические способы упрочнения (накатывание, выглаживание, дорнование, поверхностное редуцирование и др.);
– динамические способы упрочнения (чеканка, обработка дробью, виброударная, ультразвуковая, центробежно-шариковая обработка и др.);
в) электрофизическая обработка (электроконтактная, электроэрозионная и др.);
г)упрочнение поверхности концентрированными потоками энергии (лазерная обработка, электронно-лучевая обработка, плазменная обработка и др.);
д) комбинированные методы упрочнения (термомеханическая и др.).