3. Семь простейших инструментов качества. Диаграмма Парето. Этапы построения. Принцип Парето.
Диаграмма Парето — инструмент, позволяющий распределить усилия для разрешения возникающих проблем и выявить основные причины, с которых нужно начинать действовать.
Этап 1. Решите, какие проблемы надлежит исследовать и как собирать данные.
1. Какого типа проблемы вы хотите исследовать? Например, дефектные изделия, потери в деньгах, несчастные случаи.
2. Какие данные надо собрать и как их классифицировать? Например, по видам дефектов, по месту их появления, по процессам, по станкам, по рабочим, по технологическим причинам, по оборудованию, по методам измерения и применяемым измерительным средствам.
Примечание. Суммируйте остальные нечасто встречающиеся признаки под общим заголовком «прочие».
3. Установите метод и период сбора данных.
Этап 2. Разработайте контрольный листок для регистрации данных с перечнем видов собираемой информации. В нем надо предусмотреть место для графической регистрации данных проверок .
Этап 3. Заполните листок регистрации данных и подсчитайте итоги.
Этап 4. Для построения диаграммы Парето разработайте бланк таблицы для проверок данных, предусмотрев в нем графы для итогов по каждому проверяемому признаку в отдельности, накопленной суммы числа дефектов, процентов к общему итогу и накопленных процентов.
Этап 5. Расположите данные, полученные по каждому проверяемому признаку, в порядке значимости и заполните таблицу.
Этап 6. Начертите одну горизонтальную и две вертикальные оси.
1. Вертикальные оси. Нанесите на левую ось шкалу с интервалами от 0 до числа, соответствующего общему итогу. На правую ось наносится шкала с интервалами от 0 до 100%.
2. Горизонтальная ось. Разделите эту ось на интервалы в соответствии с числом контролируемых признаков.
Этап 7. Постройте столбиковую диаграмму
Этап 8. Начертите кривую Парето. Для этого на вертикалях, соответствующих правым концам каждого интервала на горизонтальной оси, нанесите точки накопленных сумм (результатов или процентов) и соедините их между собой отрезками прямых.
Этап 9. Нанесите на диаграмму все обозначения и надписи.
Билет№29
. Подход к организации статистического контроля на основе приемлемого уровня качества (AQL-концепция).
Назначение AQL для отдельного несоответствия или группы несоответствий означает, что выборочная схема будет принимать большинство предъявленных партий, если уровень несоответствий в этих партиях не превышает заданное значение AQL. Таким образом, AQL обозначает процент несоответствующих единиц продукции (или число несоответствий на 100 единиц продукции), который будет приниматься в большинстве случаев выборочной схемой. Для каждого значения установленного AQL планы подобраны таким образом, что вероятность приемки, как правило, для больших объемов выборок выше, чем для малых объемов.
2.6 Приемлемый уровень качества (AQL)
AQL является выбранной границей между приемлемым и неприемлемым значениями среднего процесса. Он не описывает план выборочного контроля, а является требованием того, каким должно быть производство, и удобной величиной для определения допустимого процесса.
Заданный AQL не означает, что в партии допускается процент несоответствующих единиц не более установленного. В любом случае предпочтительнее не иметь несоответствующих единиц, чем иметь какой бы то ни было процент, и чем больше он может быть уменьшен по сравнению с AQL, тем лучше. Снижение процента несоответствующих единиц увеличивает вероятность приемки каждой партии.
2.6.2 Назначение AQL
При назначении AQL необходимо учитывать, что он является показателем качества, требуемым в производстве. Изготовителю рекомендуется изготовлять партии среднего уровня качества лучше AQL. С другой стороны, это качество должно быть реально достижимым и в то же время обоснованным с точки зрения потребителя. Во многих случаях это компромиссный уровень качества между предпочтительным качеством для потребителя и тем, который изготовитель может себе позволить, поскольку строгие требования сложнее удовлетворять в производственном процессе и больше затрат на контроль потребуется для проверки того, что они выполнены.
При процессе, разработанном и управляемом надлежащим образом, можно производить продукцию с меньшим по сравнению с AQL процентом несоответствующих единиц. При получении лучшего среднего процесса снижаются совокупные затраты на производство и контроль продукции лучшего качества.
Учитывая требования потребителя, необходимо проверить, что оно не является завышенным, а также учесть предполагаемое применение контролируемых изделий и последствия отказов. Если при большем количестве изделий отказ можно рассматривать как сигнал замены несоответствующего изделия, то допустим достаточно мягкий уровень AQL. Если этот отказ скажется на повреждении дорогостоящей и важной части оборудования, когда невозможна замена изделия, требуется более жесткий AQL.
Следует помнить, что AQL является разграничительной линией на шкале качества, отделяющей хорошее качество от плохого с точки зрения статистического приемочного контроля. Если установлен AQL для конкретного вида продукции, наиболее предпочтительно было бы иметь систему, с помощью которой партии качеством лучше AQL принимались и отклонялись, если качество хуже AQL, т.е. иметь кривую оперативной характеристики, которая спускается вертикально при AQL, как показано на рисунке 7. Это не может быть достигнуто ни при одном плане контроля, поэтому кривая оперативной характеристики опускается более полого, чем по вертикали.
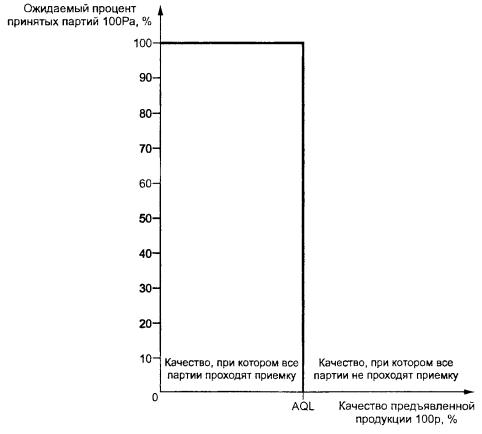
Рисунок 7 - Идеальная кривая оперативной характеристики
Итак, данная кривая пересекает идеальную вертикальную линию только в одной точке. Чтобы узнать, в какой точке она должна ее пересечь, возможно решение, при котором кривая будет пересекать вертикальную прямую близко к нижней части графика, как на рисунке 8. Выборочный план, который позволяет это сделать, имеет преимущество по защите потребителя, поскольку любая из предъявленных партий с качеством хуже AQL будет иметь высокую вероятность отклонения. Но такое решение не устраивает изготовителя. У него может не быть претензий, касающихся отношения большинства партий с качеством хуже AQL, но есть обоснованные претензии при поставке партий, качество которых лучше AQL, но большая часть из них отклоняется.
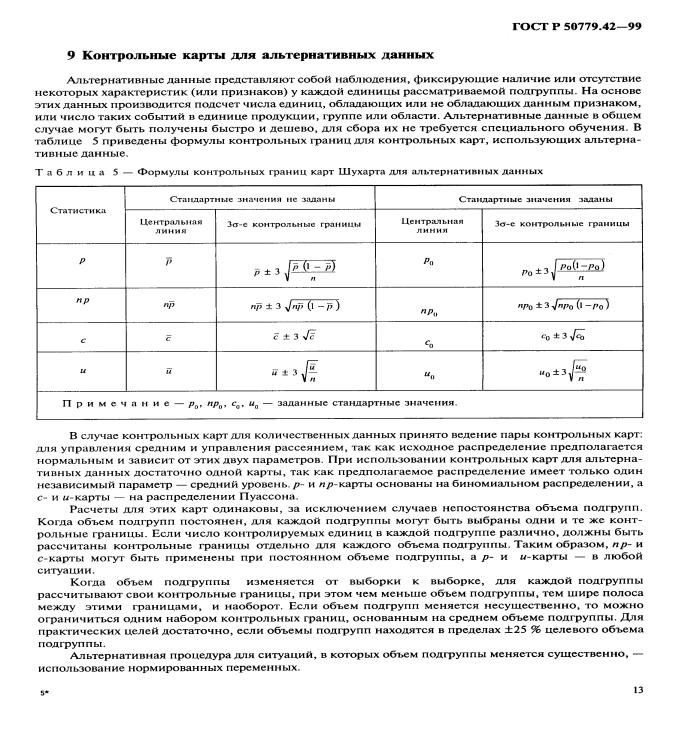
Вопрос №2 Контрольные карты по альтернативному признаку. Методика выбора карт.