

7. Типы литниковых и вентиляционных систем, применяемых при литье под давлением. Способы заливки металла в камеру прессования. Проектирование технологического процесса.
Типы литниковых систем:
 Способы
подвода металла к отливке. Конструкция
ЛС зависит от типа машины, так как расчет
Способы
подвода металла к отливке. Конструкция
ЛС зависит от типа машины, так как расчет
всех технологических параметров проводится с конкретной привязкой к машине литья под давлением.
Выбор ЛС
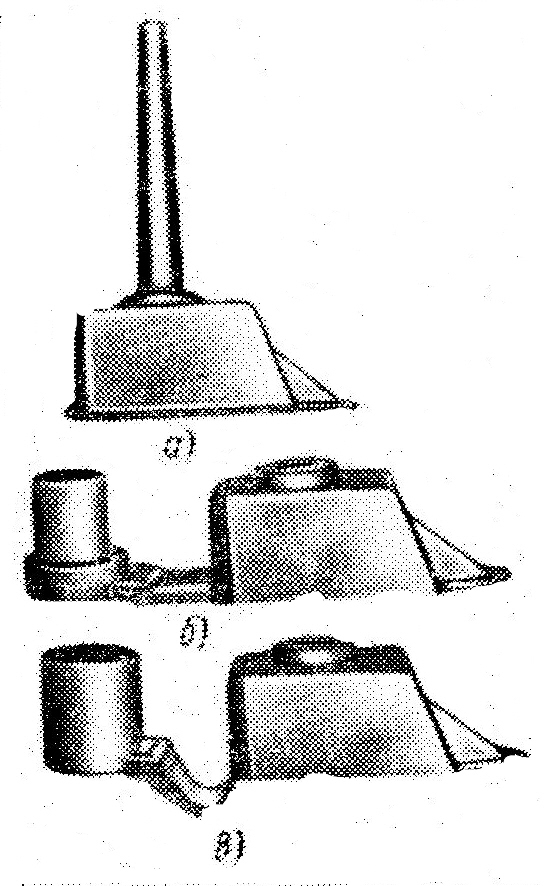
В зависимости от положения литника относительно проекции отливки на плоскость разъема литниковые системы делятся:
а)-прямая, она не имеет подводящего канала, Эта ЛС обеспечивает направленное заполнение формы сплошным потоком. Чаще всего ее применяют для отливок, не имеющих в центре отверстий.
б, в) – боковая или внешняя ЛС
боковая или внешняя ЛС применяется:
– при крупносерийном производстве отливок, габарит которых допускает применение многогнездных форм;
- когда конструкция отливки не позволяет осуществить внутренний подвод металла;
- когда внешний подвод металла позволяет создать направленное заполнение формы и ее вентиляцию.
Внешняя ЛС наиболее распространена.
Внутренняя ЛС.
Используется для отливок типа рамок с большими отверстиями. Расплав подводится в полость
Формы внутри контура проекции отливки на плоскость разъема.
Применяется:
1.- когда площадь проекции отливки на плоскость разъема равна или близка к допускаемой для данной машины;
2.- когда внутреннюю полость отливки невозможно или сложно выполнить за счет боковых
стержней.
3.- когда внутреннее расположение ЛС позволяет создать направленное заполнение формы и ее вентиляцию.
Вентиляция: ≈ как у кокиля (см вопрос 3 ), применяется она по необходимости для «карманов» - венты, промывники, вытяжки при вентиляции по разъему.
В камеру прессования металл заливают либо ручными мерными ковшами, либо ведется автозаливка с применением манипуляторов с фиксированным количеством Ме. (оглавление)
8. Литье под регулируемым газовым давлением. Сущность технологического процесса. Область применения, преимущества и недостатки. Литье под низким давлением.
 К
литью под регулируемым газовым
давлением относят способы литья,
сущность которых заключается в том, что
заполнение полости формы расплавом и
затвердевание отливки происходит под
действием избыточного давления воздуха
или инертного газа. В практике наибольшее
применение нашли следующие процессы
литья под регулируемым газовым давлением:
- литье под низким давлением; - литье
под низким давлением с противодавлением;
- литье вакуумным всасыванием.
К
литью под регулируемым газовым
давлением относят способы литья,
сущность которых заключается в том, что
заполнение полости формы расплавом и
затвердевание отливки происходит под
действием избыточного давления воздуха
или инертного газа. В практике наибольшее
применение нашли следующие процессы
литья под регулируемым газовым давлением:
- литье под низким давлением; - литье
под низким давлением с противодавлением;
- литье вакуумным всасыванием.
Преимущества:
- Автоматизация трудоемкой операции заливки формы;
- Повышение плотности отливок за счет регулирования скорости потока расплава в полости формы изменением давления в камере установки;
- Улучшение питания отливки;
- Снижение расхода металла на литниковую систему.
Недостатки:
-невысокая стойкость части металлопровода, погруженной в расплав, что затрудняет использование способа литья для сплавов с высокой температурой плавления;
-сложность системы регулирования скорости потока расплава в форме, вызванная динамическими процессами, происходящими в установке при заполнении ее камеры воздухом;
-нестабильностью из-за утечек воздуха через уплотнения;
-понижением уровня расплава в установке по мере изготовления отливок;
-возможность ухудшения качества сплава при длительной выдержке в тигле установки.
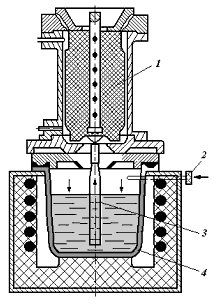
Литье под низким давлением
Установка для литья под низким давлением. 1 - форма; 2 - газопровод; 3 - металлопровод; 4 - тигель.
Внутрь герметичной камеры подается сжатый воздух или газ под давлением Ризб.> Ратм, за счет разницы давлений расплав поднимается по металлопроводу 3 и заполняет форму 1 до уровня, соответствующего
Н = (Ризб. – Ратм )/ρ - такой способ заполнения называют литьем под низким давлением.
Область применения. Литье под низким давлением наиболее широко применяют для изготовления сложных, фасонных и особенно тонкостенных отливок из алюминиевых и магниевых сплавов.
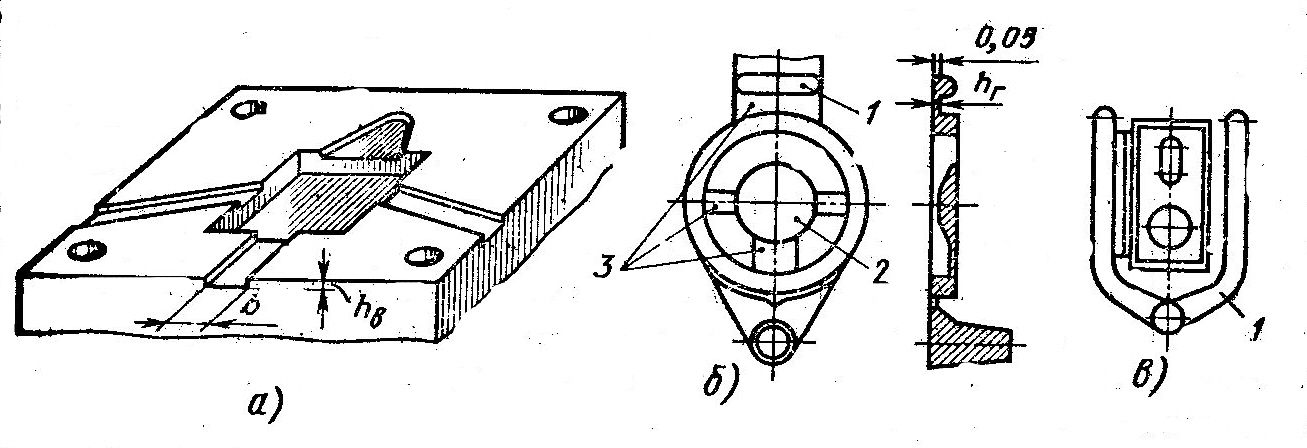
Типовая литниковая система
Типовая литниковая система при литье под регулируемым газовым давлением. 1-металлопровод; 2-литник;3-коллектор; 4-литниковыйход; 5-отлоивка; 6-питатель.
При проектировании литниковой системы руководствуются зависимостью
Fл < Fм < Fк , где Fл – суммарная площадь сечения литниковых ходов;Fм - площадь внутреннего сечения металлопровода в месте соединения его цилиндрической части с коллектором;Fк - площадь сечения коллектора.
Для сплавов на основе алюминия это соотношение имеет вид: 0.75:1.0:1.25; на основе меди: 1.0:1.0:1.5
Литейная форма
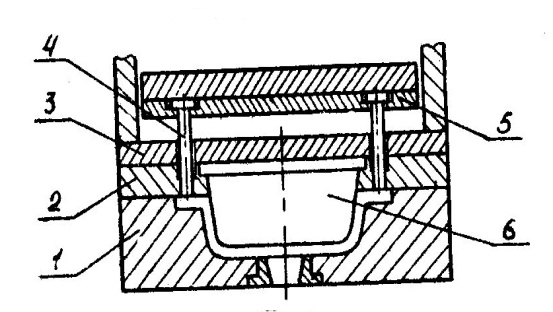
1- матрица; 2- обойма пуансона;3- прижимная плита пуансона;4- толкатель; 5- плита толкателей;6- стержень пуансона.
Три стадии заполнения формы
- движение расплава в металлопроводе - давление воздуха 0.002 – 0.004 Мпа;
- заполнение полости формы – давление воздуха – 0.02 – 0.04 Мпа;
- подпрессовка с целью компенсации усадки сплава – давление воздуха- 0.6 Мпа.
Особенности при конструировании отливок
1)Шероховатость поверхности – Rz20 – Rz80
2)Увеличение прочности и жесткости деталей рекомендуется осуществлять не увеличением толщины, а при помощи ребер δр = (0.7- 0.8) δо ;
3)Литье под низким давлением наиболее эффективно для:
-тонкостенных панельных или корпусных заготовок с толщиной стенки 3 – 5 мм;
-отливок повышенной плотности с преимущественно равномерной толщиной стенок.