

36. Способы приготовления плакированных смесей. Применяемые огнеупорные и связующие материалы.
Плакирование выполняют холодными и горячими способами.
Холодное плакирование: (резольные смолы)
-пульвербакелит растворяют в ЭАФ или ацетоне и перемешивают с кварцевым песком. Песчинки смачиваются раствором основы и покрываются пленкой. Смесь при непрерывном перемешивании продувают воздухом. При этом растворитель испаряется и на песчинках остается тонкая твердая пленка термореактивной смолы.
Горячее плакированиеноволачные смолы)
Сухой песок нагретый до 130-160оС засыпается в лопастной смеситель и добавляют чешуйчатую бакелитовую смолу 104. Горячий песок за 0.5-1 мин. Расплавляет смолу и перемещаясь по смесителю за 1.5-2.0 мин. Образует однородную плакированную смесь. После прохода смесью 2/3 длины смесителя в нее добавляют 33% раствор уротропина (из расчета 10% от массы смолы, чтобы смола стала резольной), который охлаждает смесь и равномерно распределяется по песчинкам. Во избежание «переплакирования», т.е. стирания пленки смолы с песчинок при длительном перемешивании в смесь рекомендуется предварительно вводить пластификаторы 0.05-0.03% (сверх 100%) озокерит, стеарат цинка и др. Огнеупоры (см вопрос 35).
37. Материалы, применяемые для изготовления модельной оснастки и стержневых ящиков, для литья в оболочковые формы.
Модельная оснастка изготавливается из из чугуна, в частности ВЧ т.к. у него выше поверхностная прочность, он меньше изнашивается, его использование более технологично, нежели использование стали. огнеупор (см вопрос 35), плакированный песок (см вопрос 36). (оглавление)
38. Электрошлаковое литье. Сущность технологического процесса.
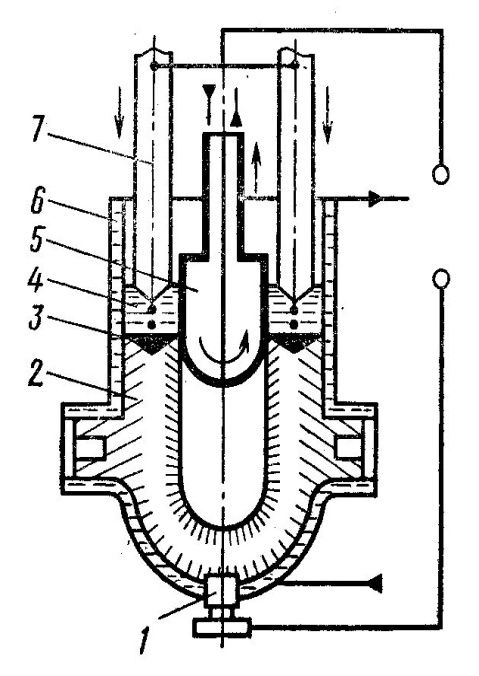
Рис.5. Схема получения отливки электрошлаковым литьем.
1-затравка; 2-отливка; 3- металлическая ванна;4-шлаковая ванна; 5-водоохлаждаемый металлический стержень; 6-кристаллизатор; 7-электроды.
технология с защитой металлической ванны от взаимодействия с воздухом находящейся сверху шлаковой ванной, подогреваемой проходящим через неё электрическим током.
Сущность процесса:
ЭШЛ - это способ получения фасонных отливок в водоохлаждаемой металлической литейной форме-кристаллизаторе, основанный на применении электрошлакового переплава (ЭШП) расходуемого электрода. Источником теплоты при ЭШЛ является шлаковая ванна, нагреваемая вследствие прохождения через нее электрического тока.
Q = I2Rш t , где t – время процесса.
Электрошлаковое литье основано на электрошлаковом процессе плавления расходуемого электрода. Электрод расплавляется с использованием теплоты, выделяющейся в электропроводном шлаке при прохождении через него электрического тока. Отливка при электрошлаковом литье кристаллизуется в тонкой корочке шлакового гарнисажа. В результате замедленной и строго направленной кристаллизации небольшого количества жидкого металла обеспечивается его высокая химическая и структурная однородность.
39. Область применения способа. Достоинства, недостатки и область применения.
Достоинства:
Уменьшается кол-во НВ, в т.ч. СЕРЫ!
Недостатки:
Дорогая сложная оснастка (медная)
Трудоемкость процесса
Медненный способ, долгая подготовка производства.
Применяется для ответственных узлов: оборонная техника, ядерные реакторы. Типичными представителями деталей, получаемых методом электрошлакового литья являются: заготовки штампового и режущего инструмента, заготовки крупногабаритных шестерен, колец, шкивов, зубчатых колес, различного вида вилки, проушины, корпуса, цапфы, биметаллические заготовки типа червячных колес, прокатных роликов и т. д.