

33. Литье в оболочковые формы. Сущность технологического процесса. Область применения.
Изготовление оболочковых песчано-смоляных форм и стержней основывается на свойстве термореактивных смол при нагреве до определенной температуры размягчаться, становиться вязкими, а затем с повышением температуры необратимо затвердевать. Способ литья в оболочковые формы основан на получении полуформ и стержней в виде оболочек толщиной 6 – 10 мм. Их изготовляют путем отверждения на металлической оснастке слоя смеси, в которой связующее при нагреве вначале расплавляется, а затем затвердевает (необратимо) придавая оболочке высокую прочность.
Область применения:
В оболочковых формах можно изготовлять отливки из всех литейных сплавов массой в основном 5-15 кг. Иногда изготовляют отливки массой до 200-300 кг. С увеличением массы отливок повышается давление металла в форме, поэтому толщину ее стенок приходится увеличивать, и, следовательно, масса оболочковых форм возрастает. Между металлоемкостью формы и массой оболочковой формы существует граничное соотношение 1.5/1
При значении, равном или немного большем чем 1.5/1, процесс экономически выгоден, при меньшем – процесс невыгоден.
34. Преимущества и недостатки литья в оболочковые формы. Особенности формирования отливок
Преимущества: твердение смеси непосредственно на модели или стержневом ящике обеспечивает высокую точность размеров форм и стержней;
Применение мелкозернистых песков (1К2О2016, 1К2О201) дает возможность получать шероховатость поверхности Rz40-20 мкм;
Оболочковые формы и стержни не гигроскопичны, имеют высокую газопроницаемость >150 единиц и прочность на разрыв 1.5 – 4.5 МПа;
Расход формовочных материалов в 8-10 раз меньше, чем при литье в песчаные формы;
Технологический процесс легко поддается механизации и автоматизации.
Недостатки: Высокая стоимость смолы, оснастки и оборудования;
Образуется значительное количество вредных выбросов, которые требуют значительных затрат по их очистке;
При таком способе литья процессы происходят быстрее, следовательно, возрастают механические св-ва.
Два обстоятельства ограничивающие область применения оболочковых форм и стержней:
1.Ограничение размеров полуформ ввиду снижения жесткости и коробления;
2.Возможность насыщения металла в поверхностных зонах углеродом, что делает нежелательным использование таких форм при производстве отливок из низкоуглеродистых, и в частности коррозионностойких сталей.
35. Технологический процесс изготовления оболочковых форм и стержней, используемые материалы и технологическая оснастка.
В качестве огнеупорных наполнителей применяют кварцевые пески мелких фракций: 1К2 О2 016, 1К2 О2 01), который дает возможность получать шероховатость поверхности Rz40-20 мкм, причем чем мельче песок, тем больше расход смолы. Связующие: Смолы по поведению при нагреве делят на термопластичные и термореактивные. Термопластичные смолы при нагреве размягчаются, при охлаждении затвердевают, а при повторном нагреве вновь размягчаются. Термореактивные смолы при нагреве сначала размягчаются, а затем твердеют необратимо. К термореактивным смолам относятся фенолформальдегидные (резольные) смолы. В зависимости от соотношения фенола и формальдегида при реакции поликонденсации можно получать либо термопластичные (новолачные), либо термореактивные (резольные) смолы. Всем требованиям в большей степени удовлетворяют новолачные смолы. Эти смолы имеют большой период живучести, при соблюдении герметичности и отсутствия нагрева их можно хранить не менее 3-х месяцев. Для перевода новолачных смол при нагреве в термореактивные резольные достаточно в них ввести дополнительное количество формальдегида. Формальдегид вводят в смолу в твердом состоянии в виде кристаллов уротропина (соединение формальдегида и аммиака). При нагреве уротропин разлагается на формальдегид и аммиак. Формальдегид вступает в реакцию с фенолом. Аммиак присутствует, как щелочной катализатор. Оптимальная добавка уротропина 8-12%. Химическая промышленность выпускает много фенолформальдегидных смол. Но наиболее приемлема новолачная формальдегидная смола 104. Смолу 104 применяют для изготовления связующего ПК-104 называемого пульвербакелитом. Оно представляет собой измельченную смесь фенолформальдегидной смолы марки 104 с 7.5-8% уротропина. Для уменьшения расхода смолы и улучшения условий труда применяют увлажнители –растворители: фурфурол; ЭАФ (0.7-2.0%); ацетон; спирты (1-5%). Они уменьшают пыление, газообразование и повышают прочность оболочек, так как они растворяют порошкообразную смолу, обволакивают зерна песка и после испарения растворителя образуют на поверхности зерен тонкую сплошную пленку твердой смолы (плакированный песок). К оснастке относят: модели, модельные плиты; стержневые ящики, наполнительные рамки и т.д. Модельная и стержневая оснастка (а) и готовая оболочковая форма(б)
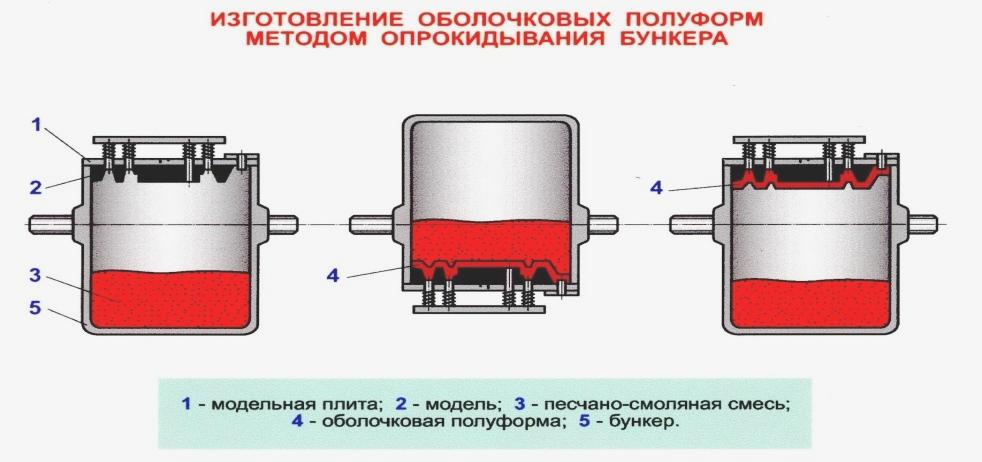
Бункерный (а) и рамочный (б) способы изготовления оболочек. Недостатком рамочного способа является Сравнительно большое выделение пыли при насыпке и ссыпании излишка смеси.
Полуформы собирают (обычно склеивают), при необходимости в них устанавливают стержни. Готовые формы засыпают опорным материалом и подают на заливку. Оболочковые формы легко разрушаются при извлечении затвердевших отливок.