

23 Литье по выплавляемым моделям. Сущность технологического процесса. Область применения, преимущества и недостатки. Применяемая технологическая оснастка.
Литьем по выплавляемым моделям (ЛВМ) называется метод получения литых деталей по разовым моделям, в многослойных неразъемных огнеупорных формах, подвергнутых прокаливанию и заливаемых в горячем или охлажденном состоянии.
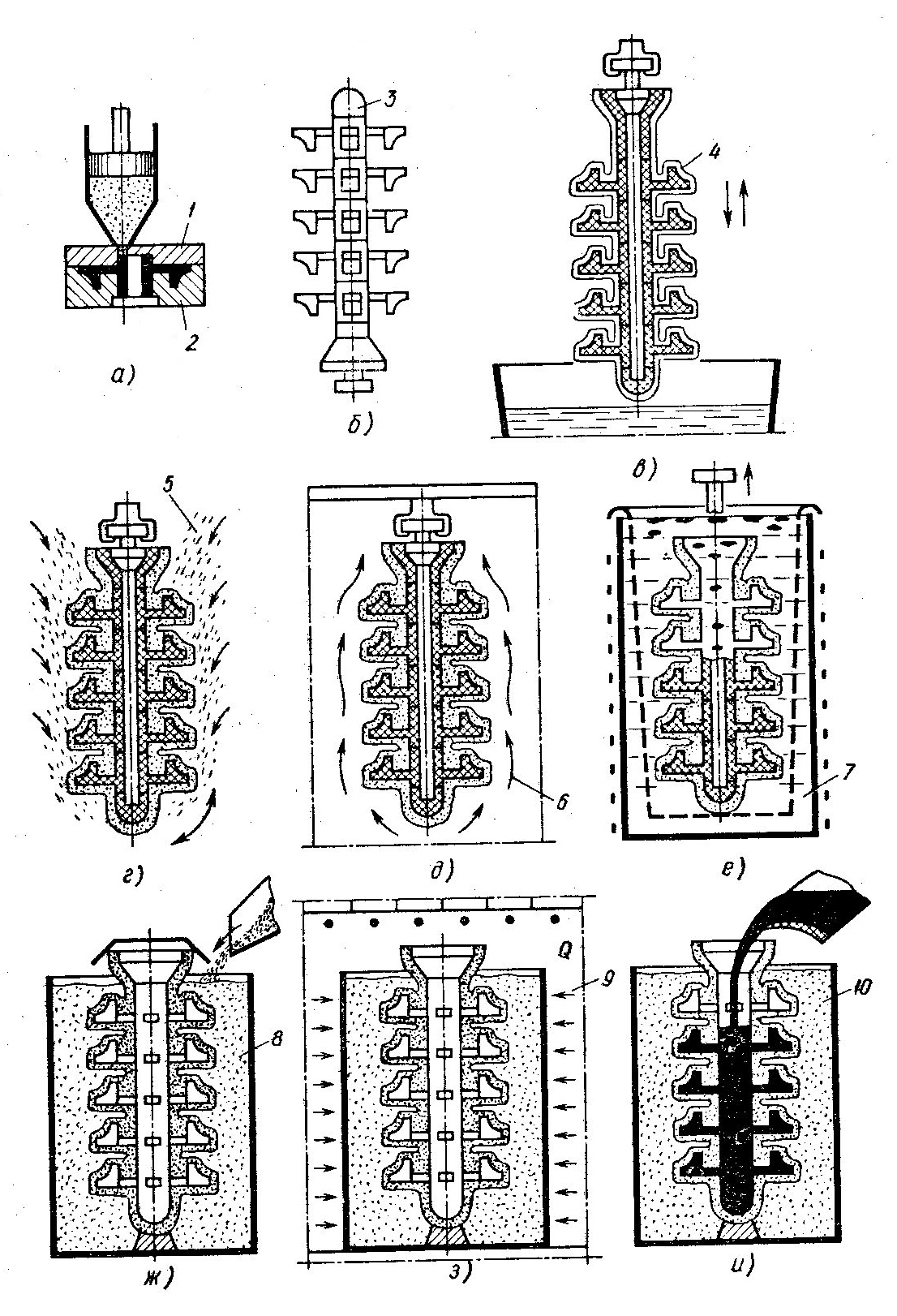
1. В специальной, преимущественно металлической, прессформе изготовляются модели будущих отливок. Рабочая полость прессформы выполняется с учетом «литейной усадки», включающей в себя усадку модельного состава и литейного сплава, а также расширение многослойной литейной формы (оболочки) при нагреве. Ллитейн.усад.= Ум.с. + Ум - Ркерам.
2. Модели деталей собирают в блок вместе с отдельно изготовленными элементами литниковой системы, также выполненными из модельного состава. Сборка производится припаиванием, механическим соединением. В крупносерийном и массовом производстве мелких отливок широко используется сборка моделей звеньями, на металлическом стояке каркасе, механическим соединением.
3. На модельные блоки последовательно наносится несколько слоев специальной суспензии, содержащей раствор связующего, и в качестве огнеупорной основы-порошки огнеупорных окислов (кварца, корунда, магнезита и др.).
4.Ормируемого слоя оболочки. Каждый слой суспензии присыпается песком (кварцевым, магнезитовым, электрокорундом и др.), после чего просушивается. Обсыпочный материал фиксирует на поверхности модельного блока слой суспензии, препятствует стеканию ее с выпуклых поверхностей и накапливанию в углублениях моделей, создает прочный скелет формируемого слоя оболочки, утолщает его и способствует лучшему прилипанию к нему последующего слоя суспензии. Кроме того, внедряющийся в слой суспензии обсыпочный материал смачивается ее жидкой фазой, что ускоряет испарение летучих составляющих. Обсыпочный материал уменьшает усадку оболочки в процессе сушки, снижает опасность ее растрескивания о повышает газопроницаемость готовой формы.
5. Сушка слоев оболочки состоит из двух процессов: собственно сушки, т.е. испарения органических растворителей, введенных в составе связующего, или воды, а также из отверждения пленки связующего в результате огеливания, полимеризации или других процессов.
В зависимости от условий производства применяют различные методы сушки оболочек: от естественного, в помещении цеха или в стационарных вентилируемых камерах с контролируемой атмосферой до вакуумно-аммиачного, в специальных автоматизированных установках.
6. Необходимое количество слоев для получения оболочки формы требуемого качества определяется многими факторами (размерами и массой отливаемой детали, свойствами формовочных материалов и литейного сплава, условиями заливки и др.) Обычно количество слоев, образующих оболочку, составляет от 3 – 4 до 7 – 8, что соответствует толщинам ее от 2,5 – 3 мм, до 8 – 10 мм. При получении отливок, масса которых, измеряется десятками килограммов, используют оболочки с толщиной до 15 мм и более.
7. Удаление моделей после формирования оболочки производят различными способами; с учетом свойств модельного состава. Так, воскообразные легкоплавкие составы на основе парафина удаляют из оболочек форм в горячей воде, горячим воздухом, паром (в том числе перегретым паром, в автоклавах). Более тугоплавкие составы выплавляют в ваннах с расплавом самого модельного состава или в нагретых жидкостях, не смешивающихся с ним.
Карбамидные и подобные им солевые модельные составы удаляются обычно растворением в воде (холодной, нагретой или дистиллированной)
8. Оболочки прокаливают для удаления из них остатков модельного состава и органических компонентов связующего. Нагрев оболочек при прокаливании до 950 – 1100оС способствует, увеличению показателей прочности и газопроницаемости, а также лучшему заполнению их расплавом.
9. Заливка прокаленных форм производится обычно непосредственно после прокаливания в горячем состоянии, при температуре 600-900оС. Однако в целом ряде случаев оптимальная температура форм при заливке существенно отличается от указанной. Так, во избежание образования дефектов отливок, алюминиевые сплавы заливаются в формы, охлажденные до 300 – 20оС.
10. После заливки форм и охлаждения отливок оболочка обычно растрескивается на поверхности литого блока ввиду разности коэффициента ее сжатия и усадки металла. Так как пригара при ЛВМ не образуется, куски растрескавшейся оболочки легко отделяются от наружных поверхностей отливок, например при вибрационном воздействии на блок. На внутренних поверхностях отливок (в отверстиях и различных углублениях) оболочка прочно зажимается претерпевающим усадку металлом, поэтому очистка от ее остатков этой части отливок представляет определенные трудности.
Область применения, преимущества и недостатки:
Большее распространение получил этот способ литья в оборонных отраслях при изготовлении отливок сложной конфигурации из различных сплавов, включая и сплавы титана. Он дает возможности:
1. получать сложные отливки с массой от нескольких граммов до 2000 кг практически из любых сплавов в том числе с толщиной стенок менее 1 мм;
2. позволяет объединять несколько деталей в одну для улучшения конструкций и работоспособности изделия;
3. иметь повышенную точность и высокое качество поверхности отливок. Для оценки точности отливок, полученных ЛВМ, часто используют классы точности принятые в машиностроении для механически обработанных деталей:
I = 0.53√d . где I – величина допуска;
d - номинальный размер.
Недостатками литья по выплавляемым моделям являются: длительный характер производства; высокая стоимость отливок.
(оглавление)