

20. Сущность процесса непрерывного литья. Принципиальные отличия непрерывного и полунепрерывного литья слитков.
Непрерывное литье – процесс получения отливок большой протяженности перемещением затвердевающего металла по отношению к постоянной зоне кристаллизации.
Сущность процесса непрерывного литья заключается в возможности создания условий направленной кристаллизации и питания отливки.
Конфигурация изделия определяется возможностью его непрерывного извлечения из кристаллизатора.
Важнейшим технологическим параметром процесса непрерывного литья является интенсивность охлаждения расплава, определяющая скорость кристаллизации отливки и соответственно ее качество, а также производительность процесса. Увеличение скорости кристаллизации способствует созданию условий направленной кристаллизации и повышению качества литого металла, производительности установок.
Различают непрерывное и полунепрерывное литье. В случае непрерывного литья вытягиваемый из кристаллизатора слиток режется на мерные заготовки на ходу без остановки процесса литья с помощью специального устройства. При полунепрерывном литье резка слитка на ходу не предусматривается, и процесс литья прекращается после получения слитка определенной длины – от 2 до 8 м. Процессы, происходящие при затвердевании слитков в условиях непрерывного и полунепрерывного литья, практически одинаковы. До настоящего времени основная масса слитков из цветных сплавов производится способом полунепрерывного литья: 70-80% слитков из медных сплавов; 100% слитков из алюминиевых и магниевых сплавов. (оглавление)
21. Горизонтальное непрерывное литье слитков. Сущность процесса.
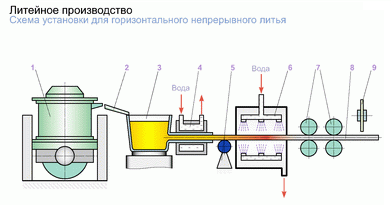
1-плавильная печь, 2- приемный поток, 3- печь выдержки, 4- водоохлаждаемый кристаллизатор(графитовый), 5-стойка, 6-панель охлаждения, 7-вытяжные ролики, 8- заготовка, 9- отрезной крут (для сплавав алюминия – механическая резка, стали - пламенная резка). Используется душирующее охлаждение.
22. Кристаллизаторы, применяемые для литья слитков из стали и легких сплавов.
Устройство, в котором происходит формирование затвердевающей заготовки, называют кристаллизатором.
Для повышения интенсивности охлаждения отливки процесс осуществляется так, что в коротком кристаллизаторе формируется только корочка толщиной, достаточной для того, чтобы при ее извлечении из кристаллизатора не образовалось надрывов и трещин, а основное количество теплоты отводят погружением отливки в воду в зоне вторичного охлаждения. Такую схему процесса используют для литья алюминиевых сплавов.
При литье сталей короткий кристаллизатор использовать сложно, так как теплопроводность сталей в 2.5-3.0 раза меньше, чем алюминиевых сплавов, в коротком (150-300 мм) кристаллизаторе не образуется корочка достаточной для вытягивания толщины. Поэтому при литье стали применяют длинные (1000-1500 мм) кристаллизаторы.
Кристаллизатор представляет собой водоохлаждаемую изложницу, не имеющую дна и оформляющую боковую поверхность слитка. Рубашка кристаллизатора изготовляется из меди, хромовой бронзы, малолегированных алюминиевых сплавов. Рабочую поверхность рубашки тщательно обрабатывают. Перед началом литья и по ходу литья ее смазывают.
Применяют кристаллизаторы с тепловой насадкой, отличающиеся тем, что верхняя часть рубашки выполняется из графита – менее теплопроводного материала. Благодаря этому затвердевание расплава в верхней части кристаллизатора замедляется, и колебания уровня расплава в нем из-за неравномерностей поступления металла, обычно приводящие к образованию складок и трещин на поверхности слитков, не влияют на качество литых заготовок.
Перед заливкой металла в кристаллизатор вводят затравку – стальную штангу со сменной головкой, имеющей паз в виде ласточкиного хвоста, которая в начале заливки служит дном кристаллизатора. Вследствие интенсивного охлаждения жидкий металл у стенок кристаллизатора и на затравке затвердевает, образуется корка, соединяющая металл с затравкой. Затравка движется вниз, постепенно вытягивая затвердевающий слиток из кристаллизатора. После прохождения тяговых роликов, затравку отделяют. Скорость вытягивания составляет в среднем 1 м/мин. Окончательное затвердевание в сердцевине происходит в результате вторичного охлаждения водой из брызгал. Затем затвердевший слиток попадает в зону резки, где его разрезают газовым резаком, на куски заданной длины. Слитки имеют плотное строение и мелкозернистую структуру, отсутствуют усадочные раковины.